焦化行业VOCs治理是化工生产型行业最为复杂的行业,涉及工段较多,每个工段气排放物不尽相同,且对安全防爆技术要求高。其VOCs放散气的治理有很多方法,如吸收、冷凝、吸附、焚烧、生物处理和引入负压煤气系统等,特别是近来的三级洗涤(油洗+酸洗+碱洗+活性炭吸脱附)很普遍,但其持续性达标性及吸脱附控制目前看来不是行业最优解。这些方法各有优缺点和适用条件,国内许多焦化企业将其有机组合应用到VOCs 处理中。从单纯的工艺角度来看,只要最终处理后的放散气符合排放标准,这些方法都可行,但从综合效益考虑,工艺的合理性还需考虑运行成本和操作稳定安全。对于焦化企业而言,负压煤气净化系统是焦炉化产回收必不可少的环节。因此,将VOCs 放散气引入负压煤气系统应是焦化企业优先考虑的工艺流程。$ b8 X' H) x' M2 O7 z4 m3 Q( y4 v
, X* v& b% X( W4 s3 J8 Y
# }3 D4 y, B6 r. E- C0 L2 N
 # l( ^( o0 b$ n
# l( ^( o0 b$ n
; _0 f& w9 Z1 k5 Y7 v% e) `/ N, p% C K
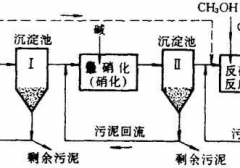
放散气引入负压煤气处理工艺的基本原理是将装置内VOCs 放散气统一收集后,利用煤气净化装置鼓风机前的负压将VOCs 引入煤气系统中,依托煤气净化的脱氨、洗苯和脱硫等设备处理VOCs。与其他工艺相比,此法基本杜绝了装置的无组织排放,运行成本低,工艺简单,且无二次污染,还能通过煤气净化系统回收放散气中的苯和氨等,实现放散气变废为宝,改善现场大气环境,降低系统总能耗。1 C( b" |, G6 N
5 A5 Q$ M1 R- ~# g0 e3 }# Z- H( D* ^从运行状态来看,该工艺流程中主要存在焦化VOCs 放散气供气压力低、VOCs 含萘易结晶堵塞管道和管道易腐蚀等问题。综合各企业在运行中遇到的各种问题,分析造成放散气回收工艺无法稳定运行的主要原因有以下几点。; |5 M' N z6 B0 m
7 }6 P! R' D, l7 H(1) 聚合物及结晶造成管道堵塞。VOCs 放散气中介质种类繁多,其中芳香烃衍生物形成的聚合物和萘结晶是造成管道堵塞的主要原因。一般在开工初期管路干净、气路流畅,后期随着放散气中聚合物和结晶萘粘附在管壁,放散气流通不畅。一旦出现放散气管道完全堵塞,若无安全保护装置,设备在进出料时就会因顶部气体超压被吸瘪或爆裂。9 }, Y4 q- A L
0 p7 O' B# W; P; U6 w(2) 放散气腐蚀管道。放散气中普遍存在的NH3、H2S、HCN 与水蒸汽混合凝结在管壁,具有较强的腐蚀性。放散气管道通常选用碳钢材质,一旦
5 v T: f: x; Y4 }+ l
# G5 k+ b, U% z* [* i6 a出现腐蚀泄漏,对管道检漏和维修都非常困难。
# O- G0 u& a) q( p3 Z: Y; C. N( Y4 k9 j, A: f7 L
(3) 放散气管系复杂,各排放点压力不均,操作困难。对放散气管系而言,不同工段装置及设备的放散气最终都集中到总管上。放散点经支管到总管
& _- R: }; ~5 r! a% f. L
" a A9 }$ S0 d- Y' ?的阻力差异及任何设备的液位波动或压力差异都会造成放散气总管和各支管的压力波动。此时,压力调节阀无论是手动还是自动状态,都难调节压力稳定。$ U# `& `" Z8 Z! a
7 u' ]" g# J+ \- a8 l
(4) 放散气中氧含量威胁。化产回收中为保证煤气系统的安全,要求煤气氧含量< 2%,氧含量达1% 时系统自动报警。放散气管道长,连接设备较
5 g, J- F' W; C B6 W6 } J
+ \% h# U% ?0 [多,密封性差,可能存在大量氧被吸至煤气主管的情况,对整个煤气系统造成极大安全隐患。 O& `, O3 h4 I) o/ c
- r4 e* p1 `/ D* ?(5) 氮气消耗量大。装置液位波动或体系压力变化都会造成放散气体系压力的波动,为平衡体系压力稳定,一般需充入氮气进行压力保护。按照目5 P+ K0 ] x& A: H% [* n! t
0 ~4 E8 W1 i, i$ |9 j+ z# g
前已运行的放散气管路来看,日耗氮气的费用较高。
1 M1 J- S g; r# T" C9 f
7 l2 k+ x1 {* l8 k针对负压煤气处理工艺中出现的问题,可将氮气密封保护系统与压力自动分程调节控制联合运用到该工艺中,同时根据各装置中介质性质的差异,选取不同的处理方式。最终形成安全性强、自动化程度高、系统运行较为稳定的改进式引入负压煤气处理工艺。) E3 ]" Z+ m% n* ~5 l2 z! H
+ B( p9 ?) J- L# l; ?9 j$ n1. 放散气逸散点技术改造' f; _4 k* Y. ~1 X
& y% u3 a0 b& k8 V. ~
放散气收集以车间为独立单元综合考虑,根据介质特性和设备体系压力,分别采用氮气密封保护系统与压力自动分程调节控制放散气压力。放散气截止易堵塞管道应单独设收集管,管道增设吹扫与放空接口,含萘结晶的管道应设置伴随管道,腐蚀性介质管道采用不锈钢材质。不同设备的生产压力各异,分别设置不同压力等级进行保护,为保护设备本体的安全,顶部均设带阻火器的呼吸阀和液压安全阀,避免系统压力异常时设备超压。各设备之间的放散气应根据实际情况采用串联或并联方式接入放散气总管,总体上并联优于串联形式。) w' H: s, K3 O( z* T, d
1 `- g) r! ^: y) q5 k$ \+ l* F
2.放散气总管设计优化; d( K, F/ M* C; O' i
) t D% d8 T9 H# g3 S( i+ h放散气总管的设计是整个放散体系的核心。通常,在理论气量计算得出的管径基础上,总管应适当扩大1- 2 个等级,这样有利于管道后期的维护。放散气总管材质宜选用不锈钢材质,在总管适当位置应设置管道吹扫与放空接口,总管进入鼓风机前负压煤气的进口阀前增加放散管,便于开停工时清扫。放散气总管在外部管线上的宜按“步步高”或“步步低”的原则布置管道,如受现场条件限制,放散气总管在低点处应设置排液口,在高点处应设置对空放散口。9 x2 E r) y( H+ C/ c, M3 C
5 G; Z7 d. P2 w+ P( }1 u* w9 n$ U
3.氮气密封保护系统设计优化
: V$ l$ X) e+ i) J" X" ]) j* o9 a3 f6 D, g$ F
氮气补入设备时,一般根据设备的承受压力来设定氮气的调节阀前压力,同时放散气管道上的调节阀也根据设备的承受压力来确定。若此类分程调节的压力设定不合理,极易造成氮气未起保护设备作用,并在进出口调节阀都开启状态下流失。设计中应把设备的承受压力确定在合理的上下限范围,而非控制在1 个压力平衡点。氮气的调节阀前压力比设备承压上限高少许即可,但管道可比放散气管道大1 个等级。从调节阀角度看,氮气进口和放散气出口调节阀不应存在两者都开启的状态,否则氮气的消耗量会加剧。" x& h7 H" m! T% B. F
& P: _$ \3 Q- l! i
4.增设缓冲罐、冷凝罐、洗净系统或增压设备
- l. I: |1 Z# _# E
8 {4 C5 o" j& d1 b以往负压煤气系统回收放散气设计中为降低压力损失,系统尽可能不增设设备。有时为平衡放散气总管的压力,使所有逸散点的放散气均能进入系统,会在总管尾部增设放散气缓冲罐。在某些场合,放散气中仍有部分芳香烃可回收,也会增设冷凝罐,这样既可回收有用烃,还能降低放散气温度,有利于鼓风机系统的稳定。有些放散体系含较多的萘及易聚合的有机衍生物,此时有必要再设置洗油洗净系统,用于洗脱易堵塞管道的物质。若放散气路程长,管道及设备压损较大,在放散气总管尾部还可设增压设备,如鼓风机等。
8 B# A3 v* T" q/ p& s, m3 g ~
# Q( b2 X6 n5 U: L6 `/ x* Y: o |
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)
![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇![[前沿观察]污水处理工艺未来发展方向及其应用-上](data/attachment/block/7f/7f31da455fdf2228c21b386d55d29672.jpg) [前沿观察]污水处理工艺未来发展方向及其应
[前沿观察]污水处理工艺未来发展方向及其应![[专题]地下水环境监测与场调](data/attachment/block/7e/7e1fa705da6a9adb9ce03177247f05a2.jpg) [专题]地下水环境监测与场调
[专题]地下水环境监测与场调 基于碳源捕获及碳源改向的污水处理能源自给
基于碳源捕获及碳源改向的污水处理能源自给 分享:污水处理厂托管运营方案
分享:污水处理厂托管运营方案 专题:2021年度环保安全事故
专题:2021年度环保安全事故