传统厌氧消化用于处理城市污水处理厂的污泥在欧洲已超过100年历史,污水处理的污泥厌氧中温消化是传统的处理技术,随着对可再生能源及及经济效益的追求,污泥高级厌氧消化成为最近10年来污泥处理领域内一个鲜明的发展方向。所谓高级厌氧消化是指相对于传统中温厌氧消化能够显著提高挥发性固体负荷降解率(VSR)的厌氧消化技术。目前,高级厌氧消化技术主要有高温消化、两相消化、延时消化、协同消化以及热水解+消化等技术形式。与传统厌氧消化技术相比,高级厌氧消化技术的研发及应用历史较短,但一些技术已经展现出了良好的发展势头,这些新技术的发展正在奠定将来厌氧消化的技术局面。很多技术目前仍然处于不断的研究之中,2 @; u$ a) H+ [
8 B) {! f) l- B E3 [5 @3 z# o% u
; U" }7 c0 F" Z2 A7 d e$ ?5 {. H/ ]3 ~
3 q. E8 }( w! ~" E" }9 A
1.1 高温消化* ]+ ^1 l+ D9 Y9 i9 H" }
; d; @9 K9 _* k( ^: N
高温消化与中温消化很类似,所不同的是运行的温度在50~57℃之间,高温消化的一个显著特点是高温会更高效地灭活病原菌并使反应速度加快。研究结果显示,病原菌的灭活时间会随着温度的升高很降低。高温消化在设计参数上与中温消化有所不同,例如悬浮固体的负荷要高很多,另外SRT也会更低,约11~15天。
$ {1 |. O4 M) J3 @
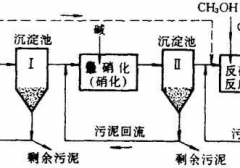
- F% V3 e6 z0 H0 o高温消化有几种不同的形式,包括几个高温消化池串联、高温消化+中温消化、中温消化+高温消化+中温消化等形式,最常见的是高温消化+中温消化,这种形式的消化往往又被称为异温分段厌氧消化(TPAD),TPAD的一个显著特点是在利用高温消化的同时又可避免挥发性有机酸释放的恶臭。图1是TPAD的示意图。目前在北美约有20个处理厂应用了这一技术。
- z5 Q# P* L& b' v6 h# D2 m: a# _$ r7 ]9 c" y* y: D

6 y5 w( e8 i: I3 q5 @! [. A7 }8 f( G7 q) Q6 `+ J
图1 TPAD工艺
% s5 P: O8 H8 o
. u+ x0 q& M4 t' L高温厌氧消化有诸多的技术优点,包括提高VSS分解率、池容更小、病原菌灭活效果更好、消化污泥脱水的效果更好等。当然这一技术也存在一些不足,比如单级高温消化会有比较重的恶臭,污泥加热所需的能量较高,高温对混凝土池体是个考验,污泥脱水滤液中的氨含量较高,温度较高可能会导致换热器的堵塞等。为了达到较高的病原菌灭活效果,需要避免消化池在搅拌上由于完全混合池型所导致的短流问题,因此高温消化池有时候会采取间歇的运行方式,或是几个高温消化池串联运行。
) Y( ]& \5 {2 r) P! Q% Y: `& q; s
1.2 两相厌氧消化4 s, t' p- ~" Y- b; L# u* g8 j1 h
$ h! k5 ^" k1 E) W; a( f传统的厌氧消化包括水解、产酸及甲烷化这三个阶段,通常都是在一个池内完成上述反应过程。两相厌氧消化工艺是把酸化和甲烷化两个阶段分离在两个串联反应器中,使产酸菌和产甲烷菌各自在最佳环境条件下生长,这样不仅有利于充分发挥其各自的活性,而且提高了处理效果,达到了提高容积负荷率,减少反应容积,增加运行稳定性的目的,工艺示意如图2。
; }+ ~, ?! i& h+ X7 n9 H: e$ v( ?5 F& ]2 s
 / q) [/ B. z- \) f
/ q) [/ B. z- \) f
! U3 ?8 g& c3 f8 `& k9 x5 k) W图2 两相厌氧消化- v# V! @" y1 K+ q4 a; M$ t
]6 l- U" e( I/ F7 |
两相厌氧消化在具体实际应用时会有多种不同的组合形式,包括中温酸化消化+高温产气消化、中温酸化消化+中温产气消化等,为了获得A类污泥的要求,其中的一个消化池必须是高温消化。0 `9 k. z7 |/ H3 K% S- ~+ ]) A
: q8 T# z7 X. N( O) r3 ?
两相厌氧消化有诸多的技术优点,包括更高的VSS分解率、泡沫控制、产气率更高、建设成本更低等。主要的缺点包括相分离导致操作上的复杂、酸化阶段可能会产生高浓度的硫化氢、酸化消化池在操作过程中会遇到明显的恶臭。
& H6 S3 i) y" `+ P0 e1 @5 r; R. ]- T) `8 d
1.3 延时厌氧消化
& U& |. F; M2 ^+ ^# i1 T; p+ y: e5 g! U2 B0 i3 D
延时消化是把污泥厌氧消化的水力停留时间与固体停留时间分离,通常是消化池的出泥进行固液分离后再回流到消化池,如图3所示。# i. G4 i1 Y# f1 _% A- h9 V
+ `+ V9 s2 X3 a7 a, f( j

3 A# [! ]4 D6 R3 m
- V* o; a/ }5 L3 y$ b( x) l图3 延时厌氧消化+ z' ?' d1 Y( [
, t6 f8 } }: m; A, H
延时厌氧消化的一个关键是用浓缩设备分离污泥,分离后的污泥再与进来的原泥相混合进入消化池,这样做的一个重要目的是避免了传统厌氧消化池完全混合式的以下弊端,如短流等问题,污泥的停留时间更长。延时消化的优点在于将更多的细菌回流到消化池内进一步分解有机物,提高产气率。实际上,将泥龄与水力停留时间分离的做法最早在上世纪60年代的纽约就开始尝试,当时的纽约卫生局的工程师Torpey最先提出的这一想法,所以在美国有时这种做法又叫Torpey工艺,当时主要是通过重力沉降的方法来分离固液,最近几年采用离心和气浮的方法在一些地方开始尝试。6 b* s. M. W' C# C% {7 G
' [6 E% d' H* K+ f% {5 \+ l. |* N
延时厌氧消化的主要优点包括厌氧消化池池容减小、VSS分解率更高、脱水絮凝剂量降低、消化池固体含量提高等。当然这项技术存在一些缺点,如增加的固液分离设备可能会抵消消化池减小而导致的占地面积减小。另外,人们对延时消化的一个担忧是在固液分离阶段厌氧菌是否会受到明显的影响,在澳大利亚和美国的几个生产性厌氧消化工程的结果显示,固液分离的短暂好氧阶段不会到厌氧菌造成明显的影响。但一些报告显示,在某些污水处理厂应用这种技术后存在换热器堵塞严重的问题。
3 ^+ @( _' @9 t6 O `$ A* f( r4 z, v8 Z7 t. v. E8 N
1.4 协同厌氧消化
8 n1 Y/ X* s z, v& E/ F0 H9 A, y; p
4 G1 P5 j( l* E- w协同厌氧消化是指污水处理厂污泥与其他有机废物共同进入消化池进行消化,这些有机废物包括油脂、餐厨废物等。协同厌氧消化在欧美发展非常迅速,很多污水处理厂都在应用这一技术,包括加州著名的EBMUD污水处理厂由于采用协同厌氧消化而成为美国一座能量自给污水处理厂的典范,见下图。. z. ^% C" X* b5 m
4 v$ X6 \* e- N* |3 r7 S" X1 S$ i

" Z) d5 O. ?9 d2 I4 ~' _9 d; A
2 n' t4 }) p. U图4 美国EBMUD污水处理厂* z8 {: e- c3 w& @
1 {# O7 D# w' [1 B- B X采用协同厌氧消化的主要动力来自于对提高污水处理厂沼气产量的需求,满足污水处理厂能耗的要求,同时使一定地区内的碳足迹最小化。采用协同消化需要注意一些问题,比如外部有机物如果碳含量太高,可能会导致氮的缺乏,从而引起丙酸的积累;而如果碳含量太低,则可能会引起氨中毒,因此需要在营养物的平衡上格外注意。9 t; |, E& ?0 f
: a+ x2 u- F6 j( E0 x" [1.5 热水解+厌氧消化+ f- N( G! A+ \
p+ D0 {0 Z. X7 [& A$ T& u与初沉污泥相比,剩余污泥在消化与脱水方面都有一定的困难,造成这种现象的主要原因是剩余污泥中EPS的含量较高。针对这种问题,业界发展出了很多细胞破壁技术,主要有物理、化学、生物等方法,但绝大多数这些方法的能耗或成本较高,近几年来热水解技术的发展实践表明,这是一种在污泥消化与脱水方面极具前景的一项技术。. S. f$ r0 |' h' l
1 j/ _6 m; b$ H$ C: R+ t/ U. Y k+ Y; l传统污泥热水解是首先将混合污泥(初沉污泥与剩余污泥)从含固率约3%脱水至16%左右,然后进行热水解,以Cambi工艺为例,该技术主要由三个阶段组成,首先污泥进入浆化罐,工艺的废热对污泥进行加热,通常污泥会加热到90℃然后进入反应罐;反应罐的数量会根据处理厂规模大小而有所不同,在反应罐内污泥加热到165℃左右,压力维持在6.5巴,反应30min左右。反应之后的污泥进入闪蒸罐迅速泄压,细胞壁大量破碎,闪蒸罐的蒸汽返回浆化罐预热下一批污泥,污泥然后冷却、稀释到9%~10%的含固率。
, z4 j( X- [ N( E- ~
) @, ?" w3 w I$ [挪威的Hias污水处理厂最早于1995年应用了污泥热水解工程,英国泰晤士水务的Chertsey污水处理厂在1999年应用了污泥热水解技术,是英国最早的案例,此后在英国和爱尔兰有数十个项目应用了这一技术。美国华盛顿Blue Plains污水处理厂的污泥热水解工程在2014年投入运行,这是迄今为止全球最大的污泥热水解工程。除了Cambi之外,还有威立雅的Biothelys、Exelys以及荷兰开发的Turbotec等热水解技术。2 E& Q Z3 z" D J# `4 T
+ p3 }% |; H& U5 H5 a1 r) g

% e" L! \# o/ Y5 f8 V& ^9 f* O) x- e+ ^ ~+ N4 o; v+ h* C" f( W* t u
, S4 N; j: i/ r1 O污泥热水解+厌氧消化的工艺有着诸多的技术优点,首先污泥经过高温、高压的热水解后可以达到A级污泥的标准;其次,污泥热水解使得胞内的物质释放,提高了消化VSS分解率,沼气产量会有一定程度的提高;由于细胞壁的破碎,污泥的脱水效果会大为改善,泥饼含固率会提高6%左右;最后,由于污泥经过热水解后消化池的进泥含固率在10%左右,这样会大幅度降低消化池的池容,减少投资。当然热水解也有其自身的弱点,主要是技术复杂、初期投资高、滤液中含有较高的氨氮和SCOD。4 t( \: @* ^* ^7 |3 h5 e
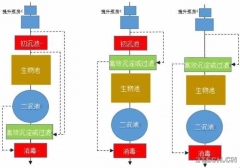
. ?# y; w A% u* g; @! j由于世界各地污泥消化在发展的侧重点上的不同,污泥热水解技术在近年来也出现了多种技术组合形式,主要有以下几种:(1)初沉污泥与剩余污泥全部进入热水解,然后再厌氧消化;(2)剩余污泥进行热水解后与初沉污泥混合后进入消化池消化;(3)初沉污泥与剩余污泥全部先进行消化,然后进行热水解,最后再进入消化池消化。如图6所示a、b、c。% u) W. h9 M8 O: r) }
, b% z$ G( }) H/ E" }. `
 0 x# L/ N# S' C/ }) I
0 x# L/ N# S' C/ }) I
3 C- _8 t) u0 D0 ?5 T
图6 污泥热水解+消化的不同组合形式
4 ~$ Q( [( V1 p' t8 m
: z3 I' {9 @3 I/ w4 }上述三种技术组合的应用侧重点不同,(a)路线适合于对处理后污泥泥质有较高的场合,出泥可以达到A级污泥的标准,同时所需消化池的池容较小,但是热水解单元的占地面积较大;(b)路线的出泥达不到A级污泥的标准,可以达到B级污泥的标准,热水解单元的占地面积最小;(c)路线的消化池占地面积和热水解的占地面积都较前两者略大,但能量的回收率较高,同时可以达到A级污泥的标准。因此,具体的选择哪一种方式取决于当地的实际情况。
! T1 S9 J% Q0 b6 d6 g" M% l- @0 x. u
. M" D* a& m, n9 g# C8 c# o3 M; _: Q
9 {, N$ Z$ I$ Y4 u- ^$ R/ U6 _% [
1 I i! b- X9 a2 o* Q6 z$ f从前文介绍可以看出,高级厌氧消化技术的诸多自身特点使其在不同程度上会满足各地的发展需求,这些特点大致可以总结如下:
) {" q4 K l8 p& H3 ]9 l: y s7 X6 A
2.1 更高的能源转换效率
- N# O5 e; D/ a$ |; J1 z
/ r2 e2 K- x1 O. D+ G; Q厌氧消化的一个重要功能是可以产生沼气,从而实现热电联产或沼气的直接利用,污水处理自身对电能与热能的需求正好符合厌氧消化的这一重要功能。目前各类高级厌氧消化技术的一个重要功能是可以在一定程度上提高沼气的产量,提高的幅度与具体的技术有关,这在一定程度上促进了高级厌氧消化技术的发展。# |$ p( J; T4 y. }
/ r& u3 u) a) [- Z% o2.2 提高污泥品质5 n s$ n \# }
* E9 u1 b4 ~1 W. z4 G, I
+ H+ T) Z/ C2 x& O. \% _* B: H
高级厌氧消化应用的一个重要目的是满足污泥处置更加严格的要求,这种更加严格的要求来自多方面,包括更加严格的法规要求、处置成本的提高以及公众的呼声。美国环保局颁布的503条款将污泥分为A类污泥和B类污泥正是基于处理工艺对病原菌的不同杀灭效果而规定的。达到B类污泥的技术包括传统好氧与厌氧消化、堆肥、石灰稳定以及干化。B类污泥回用于农田、牧场以及公众接触的场合会受到一定的限制,能够达到A类污泥的技术包括堆肥、热干化、高温消化、巴氏消毒、热水解等,A类污泥的应用灵活性会很大,因为其很少有受限制的场合。
: K4 v6 @$ `, W/ \
5 @0 P/ f8 A3 `- f, q- ^4 m2.3 污泥脱水更加经济; [" H1 \/ e2 l) G3 |0 Z A& H
. w4 E% o s9 v# M5 F, q* n( H
一些高级厌氧消化可以明显提高VSS的分解率,这样污泥的脱水效果就会有所提高进而会降低与之相关的运行成本,包括絮凝剂的消耗都会有所降低。
: Z! K; d0 m- }4 C- E a1 x0 L# w% W5 D: A* F0 x2 ?9 ~
2.4 提高消化能力
1 G4 D1 X. V- m
2 J! C& Q! L3 G# i对于已有消化的污水处理厂,高级厌氧消化可以明显提高消化负荷从而避免已有设施的扩容或降低新建设施的池容,这种特点对于占地面积紧凑的污水厂无疑具有很大的吸引力。5 e, D/ t$ v! ^- N- t
- O0 F( d( @7 Y/ \7 o2.5 提高运行效果 Y% M( I- O+ E% l
" l+ o) j: w: E- K0 Y在一些现有的传统厌氧消化的污水处理厂中经常会遇到一些运行上的问题,包括臭味的控制、泡沫问题、脱水效果差、沼气产量低等,这些问题虽然不是高级厌氧消化所都能解决的,但在某些情况下高级厌氧消化可以有效地避免这些问题。/ s3 s( H: N: D3 k! U3 U; c
9 H0 t, f0 M$ b1 \5 U I2.6 更容易收回投资
9 E9 G: |6 F. j, g9 L1 x4 A
5 D5 |3 q# w( u8 M2 S8 ? N! S在污水处理厂的建设与运行成本中,污泥浓缩、消化、脱水的所占的比例很高,高级厌氧消化在这方面具有突出的技术优势,可以在较短时间内收回投资。1 G! {9 P! {& L( A$ [
, @, Y) o# g4 ^, Q- T$ e
- L- w# }; [. `% c0 z3 u: {
5 H1 I/ ]5 o+ l( d# W' n# C
0 t" I5 ?+ s( [5 o随着气候变化及对可再生能源需求呼声的日益高涨,污泥厌氧技术正在快速发展,尤其是高级厌氧消化技术。这些技术的发展对设计和运行提出了新的要求和新的挑战,因此这些新型高级厌氧消化技术的设计方法已经很难在传统设计手册中找到相应的表述或依据,计算机技术的应用促使模型在污泥厌氧消化中将发挥更大的作用,尤其是这些新型技术的建模。在研发上,新型厌氧消化技术在与其他技术耦合时出现的一些新的问题也需要引起关注,例如污泥热水解技术+消化的方式会导致消化液中的氨氮与SCOD较高,这种情况对侧流厌氧氨氧化的应用会是一种挑战。0 Z! ?( t6 c4 ?& }! L% R
/ _/ a0 W/ F% P4 d% U3 F% J" b
由于历史及其他原因,中国的污水处理厂很多没有厌氧消化,在未来一些大型污水处理厂可能需要再建消化池,这些污水处理厂往往已经没有太多的占地,发展高级厌氧消化无疑对于这些污水处理厂的污泥处置之路非常关键。. p0 Z; [) a4 Y! x* x0 T4 o
来源:陈珺,杨琦,原标题:污泥高级厌氧消化的应用现状与发展趋势
4 ?; M) [4 {8 s' C8 p, h% O5 r9 ]8 x* d$ A6 B: _/ b* v9 N7 z
|
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)
![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇![[前沿观察]污水处理工艺未来发展方向及其应用-上](data/attachment/block/7f/7f31da455fdf2228c21b386d55d29672.jpg) [前沿观察]污水处理工艺未来发展方向及其应
[前沿观察]污水处理工艺未来发展方向及其应![[专题]地下水环境监测与场调](data/attachment/block/7e/7e1fa705da6a9adb9ce03177247f05a2.jpg) [专题]地下水环境监测与场调
[专题]地下水环境监测与场调 基于碳源捕获及碳源改向的污水处理能源自给
基于碳源捕获及碳源改向的污水处理能源自给 分享:污水处理厂托管运营方案
分享:污水处理厂托管运营方案 专题:2021年度环保安全事故
专题:2021年度环保安全事故