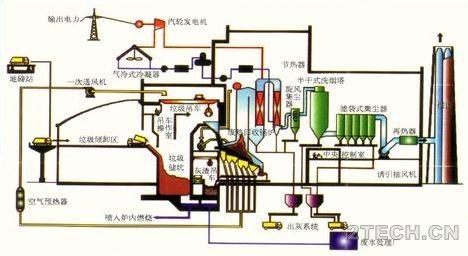
本工程建设3×675t/d焚烧炉十2×20Mw空冷式汽轮发电机组,余热锅炉由按德国费寨亚巴高克环境工程公司提供的技术制造,费塞亚巴高克环境工程公司直接提供675t/台/d顺推往复式机械炉排炉、液压泵及液压装置、出渣机、风机等主要设备。焚烧炉内分为5个区域,呈阶梯式排列,从上往下依次是干燥区、燃烧Ⅰ区、燃烧Ⅱ区、燃尽Ⅰ区、燃尽Ⅱ区。每个区又分为左中右三列。每一区的每一列炉排下都对应着一次风。. N. @) c& e4 K" _3 j
: [( F. e' @! H* d; x1 k J
 / T3 v& X5 C1 }/ d% d, v! u / T3 v& X5 C1 }/ d% d, v! u
' g) f4 j( h1 x9 E: f( @
. R* G. V2 L% V5 X. G一、燃烧调整2 j0 T$ W8 E- [
6 M3 G( V& t9 }3 p6 z0 r; U6 K
影响垃圾焚烧炉燃烧不稳定的因素很多,例如当地的气候、垃圾的热值、风量的配比、给料器和炉排的速度等,任何一因素的改变都会引起燃烧工况的改变,本文先对影响垃圾焚烧炉燃烧较大的几个因素进行单一分析,然后综合各个因素对垃圾焚烧炉的整体燃烧调整进行分析。 A/ X; J5 {1 @3 G( E( D+ y
~$ v( ^" j0 p- N! T d1、垃圾的选择+ B' Y, d( v' E- d+ S) X) M
4 I, H1 O& X% G! k' m: W本厂所处理的垃圾以海淀区学校生活垃圾为主,相对来说垃圾热值较高。正常情况下会把垃圾堆在垃圾池发酵5-7天再投入炉内燃烧,这时的垃圾挥发分大量析出,同时垃圾所含的水分会蒸发或者渗出。垃圾池最下层的垃圾会泡在渗沥液中,导致水分太大不利于燃烧,最上层的垃圾由于会暴露在空气中,导致发酵不完全也不利于燃烧。: E" |+ Q9 U. S* c% e2 j
* y2 r4 t) B! v7 {0 E, o! u所以垃圾池里发酵5-7天的中部垃圾最有利于燃烧。垃圾吊操作员应该将下部和上部的垃圾翻到,使上部的垃圾进一步的发酵,下部已经发酵完全的垃圾得到干燥,将发酵完全的干燥的垃圾投入垃圾焚烧炉内燃烧。9 ?, U6 O5 J6 ^) E4 W7 J, W
D/ R6 q- J. E+ i+ n( z2、给料器、炉排速度设定
$ Q5 G `; W+ ?+ V6 z/ J6 e0 e- F* Z; U6 |, f! `8 }% w
进入炉膛内的垃圾通过给料器均匀的铺设在炉排上进行燃烧。给料器的速度直接影响着焚烧炉的垃圾处理量,炉排的速度则决定着垃圾在炉排上的厚度,调节好二者的速度关系,才能使垃圾在焚烧炉均匀稳定的燃烧。8 \3 ~) T* _5 C, A* n7 W
9 Q" ^4 k4 [5 z% o3 {: C
本厂经过试验得知,给料器的速度在0.63mm/s时焚烧炉达到最大处理量,干燥段炉排速度为5.6mm/s、燃烧Ⅰ段炉排速度为5.8mm/s、燃烧Ⅱ段炉排速度为2.9mm/s时,主燃烧区的垃圾厚度为300—400mm,为最佳燃烧厚度,燃尽段炉排速度可根据炉渣的厚度和推渣机的出力情况进行调整,本厂燃尽Ⅰ段速度为1.6mm/s,燃尽Ⅱ段速度为1.2mm/s。8 O! u0 _8 _8 O
9 l, L: G" C3 D: e& Q3 N3、炉膛风量配比
# E6 Q! ^) u0 G" [* k+ m2 q
( f5 P" Q; H+ C0 _! u. Y垃圾焚烧炉内主要风量来自一次风机,二次风机起辅助送风的作用。本厂焚烧炉在额定工况下的一次风总量为75000Nm3/h,二次风总量为11000Nm3/h。一次风出口的风压要在1.5kpa以上,确保有足够的风压穿透垃圾料层,燃烧区的一次风挡板开度为50%—60%,保证能提供足够的氧量便于燃烧;$ ~' G! P( | I _$ j
1 B# G- B6 u" s
干燥区没有明火燃烧,一次风挡板开度适当减小,确保能使垃圾得到干燥即可,开度一般为20%—30%;燃尽区既不燃烧也不需干燥,一次风挡板开度略开一点就行,一般为5%。若燃尽区有未燃尽的垃圾在燃烧,应适当加大这一区域的风门挡板开度,使其有足够的氧气燃尽垃圾。同时应提高一、二次风的温度,以便维持炉内温度,提高热效率。
/ \7 c8 z9 \1 H @) ]0 W# f. f3 p" S' O1 k+ a
4、综合调整. \* W) H! |7 c+ R6 l
( x% F' r" Q8 {本厂垃圾焚烧炉在最大负荷运行时的参数如上述所述,由于垃圾的热值在不断的变化,会在此基础上做一些微量调整。焚烧炉内的燃烧情况可通过炉膛火焰电视直观观测,但这种方式难以确定是何种原因引起的负荷波动,无法对焚烧炉做出相对应的调整。
# r) u8 E5 J0 `0 [/ ~
; C& v$ q$ W4 }# Y' b' f负荷波动对参数直接的影响是炉膛温度的变化,其次是炉膛出口的氧气和一氧化碳浓度的变化。在稳定的燃烧工况下,炉膛出口的氧含量为7%左右,一氧化碳浓度在10%以下,不得超过55%(北京地区),如果这两个参数的变化较大,说明炉内的燃烧效果不理想。根据氧量和一氧化碳浓度的变化,可做出如下调整:& F* W6 c0 c* r& x! p' A
. K* Y9 W. Y$ }' [
(1)氧量增大,一氧化碳浓度正常. B P8 b& L& R/ Z7 A
. X9 q( f6 c% ~6 ~! N1 w: w发生此现象最有可能的原因是总风量过大,炉内过量空气系数过高,导致氧量上升。这种现象短时间内不会过大降低炉膛温度。炉内空气过多会导致表层的垃圾迅速燃烧,而内部的垃圾不能燃烧完全,若不及时处理,长时间后一氧化碳浓度也会升高,最终导致焚烧炉负荷下降。此时最直接的调整方法是降低二次风机的转速或者关小二次风机入口挡板,若二次风机已经在最小负荷,可相应的调整一次风机,使喷入炉内的总风量减小。5 l8 }( e2 j* S( [4 D
3 F3 U8 d+ R5 o: E! X
(2)氧量增大,一氧化碳浓度增大7 s V9 O' m6 z$ k2 S5 v8 k# S
1 i7 \9 X/ I; S, j# k. c5 {
这种现象是在焚烧过程中出现最频繁的,氧量增大表示有足够的氧气参与燃烧,一氧化碳浓度增大说明炉内的垃圾没有及时燃烧,最有可能的原因的炉内垃圾料层过厚或局部料层过后。料层过厚会使一次风不能穿透垃圾,导致垃圾不能干燥完全,燃烧区表层的垃圾在燃烧,而覆盖在底层的潮湿垃圾不能与炉内足够氧气接触参与燃烧,只能被不断加热,产生大量一氧化碳,一氧化碳又会和炉内底部的氧气反应生成大量二氧化碳,最终导致表层的垃圾也不能很好的燃烧。! {, X/ [, e ?0 n
& P! U5 |8 M9 \ I o通过观火孔可见炉内火焰不高,并有大量白烟冒出,严重者可能导致炉膛熄火。此时应该减小给料器的速度或停止给料器,增大一次风量,提高一次风压,若不能维持炉膛温度,可启动辅助燃烧器,通过火焰电视观察炉内的燃烧情况,可缓慢恢复到额定工况。
/ i4 x, \8 v0 H: `! U6 V3 o; z1 b3 n: r
二、总结2 f% v6 q6 J- H) q* s7 p! w, G
7 J- C, C4 l* h. y: @* R垃圾焚烧炉在燃烧过程中要经常观测炉内燃烧情况,最主要的是控制好炉内料层厚度与一次风量的配比关系,给料器的速度调整后一定要相应的调整一次风量。燃烧调整时,可根据氧气和一氧化碳浓度的变化结合炉内燃烧情况,分析出影响燃烧的原因,对炉排做出相对应的调整。) F B* p% A k* d
* X- T e% X6 D7 Y' ] |
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇![[前沿观察]污水处理工艺未来发展方向及其应用-上](data/attachment/block/7f/7f31da455fdf2228c21b386d55d29672.jpg) [前沿观察]污水处理工艺未来发展方向及其应
[前沿观察]污水处理工艺未来发展方向及其应![[专题]地下水环境监测与场调](data/attachment/block/7e/7e1fa705da6a9adb9ce03177247f05a2.jpg) [专题]地下水环境监测与场调
[专题]地下水环境监测与场调 基于碳源捕获及碳源改向的污水处理能源自给
基于碳源捕获及碳源改向的污水处理能源自给 分享:污水处理厂托管运营方案
分享:污水处理厂托管运营方案 污泥热水解消化工艺的性能与成本解析
污泥热水解消化工艺的性能与成本解析