印染废水是工业生产中织物预处理、染色、印花和整理等各工序废水的混合物,含有染料(占总染料使用量的10%~20%)、浆料、助剂、油剂、酸碱、纤维杂质及无机盐等。因此,该类废水具有排放量大、组分复杂、色度高、可生化性差、pH值高、毒性大(如偶氮染料)等特点,是最难处理的工业废水之一。1 |7 l, d1 s+ a% a7 }7 R
: j: ^7 ]8 }" ]! f+ F: Q
) w! h y6 N: n' C+ J
) }) |9 B& Z0 R$ @3 w* v# X. J
印染废水中的主要污染物来源如下:
* @& u4 u) s: u! Q7 _. ~
6 F/ Z8 O9 r& x" U/ j/ y, T2 Y! tBOD来自有机物,如染料、浆料、表面活性剂等。3 D4 x& J* d& ^% O$ X
, O& j) H* e7 L
COD来自染料、还原漂白剂、醛、还原净水剂、淀粉整理剂等。
U+ h& R9 l R0 v# x3 T. I1 w2 O* s, |7 U
重金属毒物来自铜、铅、锌、铬、氰离子等。
7 ^" f2 ]& O: D0 e' N) |
6 b3 b8 O" x8 B' \色度来自染料、颜料在废水中呈现的颜色。
2 _/ t$ X$ L, I
1 }2 V7 e% D# k2 H
8 ~7 m* `' C% A# V3 Y( l6 x6 s! {6 \# K9 Y- a! v$ }) s0 M
印染厂废水处理成功的实例较多, 但是成效不佳的也不少, 其原因大致有以下几种情况:
' V- d/ S- ~0 H9 w( f% M* F8 R$ g3 {1 I( q" C; B
(1)印染厂未分析自身废水特质(水质、水量), 照搬他厂经验, 结果往往不理想。
. N% v9 M1 G7 M* ~, Z6 w+ `% L( t$ k! T3 ^4 S8 A0 m# n- H* }& Z
(2)将城市污水处理的设计规范用于印染废水处理,仅仅改变一些参数, 造成很大的损失。特别是在早期, 大型印染厂废水集中处理, 都由大型设计院负责, 而其对印染废水性质不够深入了解, 造成很大损失。" N, L0 x- Y6 }% o4 z
& b) B) g- O$ W1 t5 a
(3)用微电解、芬顿氧化、催化氧化等高难工业废水处理的牛刀来处理印染废水,结果是技术上可行,但给业主运行带来巨大的经济负担,需要支付高昂的处理费用。- r, c* D9 C2 U- Y/ a4 u8 y* W
! A) X' O: K, B/ E
) M3 n8 K' a0 A. c, }
: x9 {+ t; |% F! n4 D1 g0 Y1.搬开揉碎看问题1 W5 u/ Z, n6 m: v+ B: O3 m
; {/ L3 s4 ~3 h) n7 e为对印染废水有针对性处理并取得较好效果,本文先从印染工艺的原料辅料,包括纤维、染料、助剂等进行了解,进而探索印染废水处理的技术经济可行性办法。+ T7 N9 d; u8 [+ g- @% p8 f: o, C
4 d% C# k9 s0 d+ {% U6 P
印染加工的四个工序都要排出废水,水量大、水质杂,其中前处理废水量约占40%, 但是COD负荷约占60%, 主要来自退浆部分,退浆废水水量小,但是浓度最高,有条件时需单独深度水解处理,根据纺织纤维材料和染料的不同,所用浆料也不同,所用浆料见表1。& V% ^: n2 ]& Z. j; t
# v1 H: b& k5 n
 1 s. |2 X( S* Z3 a9 Q
1 s. |2 X( S* Z3 a9 Q
, }8 d7 x9 E3 a% J) }# n3 A) I+ Y4 v/ N
现在国内外主要使用的仍然是变性淀粉、聚乙烯醇(PvA)和聚丙烯酸类三大类浆料,目前较普遍的是:变性淀粉50%~55% , PVA 25%左右,聚丙烯酸15~20%。需要特别指出的是, 现用的PVA分子质量比以前高很多, 聚合度约为7000, 以前PVA水解酸化时间约为3~4天, 而现在一般需要5~6天, 因此是典型的高浓度、难降解有机废水。: s! O/ h. f( a: g
5 \8 ]" P& ]3 B& J
染色废水量约占60%, COD负荷约占40%, 需要注意的是, 印染废水的色度来源于残余染料, 而COD的主要产生原因是化学助剂, 因为大多数染料的上染率在80%~90%, 残余量很少, 而化学助剂基本残留于废水中。常用辅助化学药剂见表2。
( d' ]; x8 Q7 L+ K/ x1 O$ O
* }2 G% c& ^9 Q) c: V3 b* q
 7 k) ^- b# E: A! L5 f
7 k) ^- b# E: A! L5 f
& ~4 _: ] G5 i( b, K
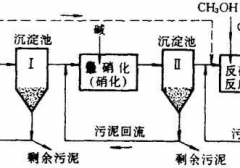
7 A m# E& M. v# C! _根据上述分析,印染废水水量大、可生化性较差,处理达标不难,难的是如何控制成本,采用经济有效的办法进行处理。目前,国内的印染废水治理手段以生化法为主,辅以物理法与化学法,从“绿色循环经济”的角度看,新型生物处理工艺及高效专门细菌处理是未来的趋势。) V! ?( q: y ?3 {( y
, P7 `6 J1 p1 d/ a* V% O0 V, d6 O2.印染废水高效处理的要点
; C3 @4 p. @* _4 P5 v5 Z2 [; Z& _/ b% f K
1.要控制成本,最经济的办法还得靠生化,将生化做到极致,尽可能改善B/C比,辅助合理的物化,好的深度水解,高效的好氧降解,都可以达到此目的。
) C' J1 }6 G7 W9 S$ |+ a# g
0 {5 U" V* M, ?6 Q, ?$ ~, c6 w+ u2.将生化做到极致,成本最低,说难也不难:
5 ?0 S* n* d+ h! }3 `5 n2 j$ T: Q7 b; A7 _
创造一个适合微生物生长的环境;
5 b* F9 b- r5 I1 Y: }
6 N- B' ~$ p5 S8 z, s引入高效特异性菌种;
2 s p- L& Z2 ] j. J% e: T5 ^8 Q1 d% }3 A' w" j
驯化,提高微生物适应性,让高效微生物占据优势生态位;" F. H G9 g+ \5 ]
$ n |( @" X, L6 V9 A3 U F
改善水质的可生化性(深度水解、厌氧提高B/C比);* |7 j$ E( S" Z7 e7 q
% h5 X" R" O5 d/ [" Y4 y共代谢:添加好吃的营养及微量元素,让微生物更健康更有活力。
% _( U( {7 E7 U5 ^+ z) A
7 O* _0 r9 `& V( D5 P3.要搞好生化,说易也不易:* L$ f0 t' ~4 x( W$ g7 j4 Q
& A% @# K: }: i
温度,pH,溶解氧,ORP,电导率等微生物环境影响因子需要统筹兼顾;
2 j' [' d4 j. ?% C1 z; F: ?/ R" r3 \" j0 Q' M1 r
食微比,氮磷比,B/C 比等微生物生长因子一样都不能缺;
2 ]5 m5 J! c% l0 w; m: H2 e. B
有毒物质、水力负荷、有机物负荷等均需悉心控制。
1 h6 V* ?5 ]* ^( h) E$ P, x2 f2 _8 Q0 Q$ j: {6 d
4.高效的生化可以部分或全部取代前物化措施,如高效的深度水解取代前物化提高B/C的作用,生化剩余污泥作为絮凝剂取代前物化的混凝絮凝药剂,既经济又环保。
+ k6 |3 Z: B! `) W! z. p: L& G- a2 R7 N( Q& _" x$ |& ]
|
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)

![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇 深度:关于内回流,你应该知道的!
深度:关于内回流,你应该知道的! 污泥热水解消化工艺的性能与成本解析
污泥热水解消化工艺的性能与成本解析 实践:化学氧化+化学还原/固化稳定化协同修
实践:化学氧化+化学还原/固化稳定化协同修 案例:广州京溪污水厂地下式MBR工艺应用
案例:广州京溪污水厂地下式MBR工艺应用 探讨:水泥厂烟气污染协同治理
探讨:水泥厂烟气污染协同治理