采用“厌氧+厌氧氨氧化+MBR”处理工艺,可以最大限度地发挥厌氧反应的作用,去除有机污染物,有效去除氨氮,降低后续MBR系统的污染物负荷,节省能耗、降低运行成本,对整个行业节能减排、渗滤液处理达标排放具有重要意义。* O* q. i0 @( E, k) |( d
* ~! Z, r; V3 y: r% C4 W5 V; r: ~
. C4 @: c! l/ N( B4 `3 ^" ~9 c* g7 a! D# U+ N* r
1.1概述$ m3 I* }" H8 M4 O, J5 b1 `# e) L6 `
% D B3 P3 X0 W K8 q, J随着我国经济的日益发展,城市规模不断扩大,城市用地日趋紧张,生活垃圾填埋处置方式由于占地面积大等原因而遭到弃用,取而代之的是垃圾焚烧处理,目前我国已经建成或正在建设的生活垃圾焚烧厂达数百座以上。* r; E9 Z" E& ?8 L5 c
3 y, g# ?0 v2 T生活垃圾焚烧厂运行过程中产生的污染物主要有垃圾渗滤液和恶臭气体,垃圾渗滤液具有污染成分复杂、污染物浓度高、污染物种类多等特点,其COD通常为20000~80000 mg/L,氨氮为1000~2500 mg/L。垃圾渗滤液如果处置不当,会严重影响周围的环境,垃圾渗滤液处理对垃圾焚烧厂的正常稳定运行至关重要。
) Y4 n l6 E. S% ]& S/ u- p, r C9 h/ M& K @( I; M8 K# B* a& ?
1.2垃圾焚烧厂渗滤液处理现状0 Q& ?7 q4 i1 D( n
( Q. X& {( p$ M5 S垃圾焚烧厂垃圾渗滤液经过处理后一般有如下几种处置方式:第一,排入城市污水处理厂,执行《污水综合排放标准》(GB 89748-1996)的三级标准;第二,排入自然水体,执行《污水综合排放标准》的一级标准,也有要求执行《生活垃圾填埋场污染控制标准》表2或表3标准;第三,按照当地环保部门要求,执行污水 “零排放”要求,污水处理后回用,不许外排。/ Y, h' E# W, k7 \& U3 C/ S
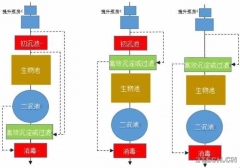
, ^3 u9 @8 J5 x1 Z! G: J- v目前常用的垃圾渗滤液处理工艺是“生物处理+深度处理”,生物处理包括厌氧处理和好氧处理,而深度处理一般采用膜分离方式或催化氧化处理方式。厌氧+MBR工艺中,厌氧反应器的目的是大幅去除有机污染物,其出水COD值可达4000~6000 mg/L,并将有机氮转化为氨氮;MBR由缺氧池、好氧池和超滤膜组成,通过碳氧化反应进一步去除有机污染物COD,并通过硝化反硝化反应去除总氮。
_5 j" Y5 \7 {. r4 f, r+ A% u9 u+ d" }! c( g
1.3垃圾焚烧厂渗滤液处理存在问题
/ A$ w: [8 P/ r$ _- e1 M2 k( p5 \7 z6 `
1.3.1厌氧处理的优势难发挥/ N$ _6 e) \0 c* u; d! J) P5 [
8 H" d3 u+ j) }/ p; Q! y
厌氧生物处理的原理是利用厌氧微生物的代谢过程,在不需要氧气的条件下将有机污染物转化为大量的沼气、水以及少量的细胞物质。由于厌氧处理能耗低,特别适合于高浓度的垃圾渗滤液处理。5 [, y5 w2 o2 y; S; K9 b: a
5 `# [3 M; l! s2 `+ ?厌氧处理虽然去除有机物的绝对量与进液浓度高,但其出水COD浓度高于好氧处理,原则上仍需后续的好氧处理才能达到较好的出水水质。考虑到出水对总氮的要求,一般后续好氧处理常采用具有硝化反硝化功能的好氧处理工艺,而垃圾渗滤液氨氮含量较高,厌氧处理对氨氮无去除作用,因此进入好氧处理阶段的氨氮含量也较高。
8 [: `5 o( d) x- K& Z
8 F7 ?! ]0 _$ N虽然厌氧处理对COD可以达到较高的去除率,但考虑到后续好氧处理脱氮过程中对碳源的需求,在实际运行中往往控制其出水COD维持较高的值。如垃圾渗滤液原液COD高达40000~80000 mg/L,氨氮2000 mg/L,如果不考虑后续好氧处理对碳源需求的问题,厌氧处理(必要时可以设置二级厌氧)出水COD可达3 000~4000 mg/L,但实际运行中,必须控制厌氧处理出水COD在10 000~15000 mg/L,由此可见,厌氧处理并未发挥出其应有的优势。
. H+ Q9 i! h3 ]- p# Z9 P# O! E6 q
$ F4 G9 k* ^( O9 Q. S4 y$ o! E" B, G1.3.2好氧处理部分能耗偏高' y, Q8 P# u! c) d
x& W( b* o4 J9 d2 D& K+ g5 Q" Z
垃圾渗滤液经过厌氧处理后进入膜生物反应器时,其氨氮通常为2000~2500 mg/L,根据生物脱氮理论,在膜生物反应器中脱氮时,应保持C/N为6~8,以保证硝化、反硝化反应的正常进行。由此可以看出,进入好氧处理的COD应维持在12000~15000 mg/L,如此高的COD需要由好氧生化处理去除掉,相比于厌氧处理,势必会大幅增加处理系统的能耗。
" R C8 K" T, Q5 }( d5 n2 }0 \* P0 E' a) M; e, s
另外,由于进水氨氮浓度较高,为保证良好的脱氮效果,缺氧、好氧脱氮工艺需要较高的回流比,进一步增加了运行成本。
7 h& P8 t- d6 P/ Y
( f/ s* n4 a6 d- `1.3.3渗滤液处理总运行成本偏高& ]- s4 z+ O2 `% _
( M2 O' _7 m$ Q2 P
受进水浓度高的影响,好氧处理系统的鼓风曝气通常采用射流曝气,膜分离采用外置式膜,还需要设置污水冷却系统等,这些措施不同程度地增加系统的能耗,使渗滤液处理总成本大幅增加。9 V- Y$ H- @% ~6 f; { P6 K
* }. F l1 w) `! I' _7 K
' L3 H8 A! m! |9 H }5 U1 K7 j- {
2.1组合工艺内容
! L: K6 g: O# [" K% F
5 r/ a Y+ \" N3 j0 e由于垃圾渗滤液氨氮浓度高,为保证脱氮效果,实际运行中通常控制好氧处理系统进水COD浓度,使其维持在较高的水平,从而导致处理成本大幅增加。如前所述,导致运行成本增加的主要原因是进水氨氮浓度高,如果能在进入好氧处理之前有效去除氨氮,一方面可以充分发挥厌氧处理的优势,另一方面也可以降低后续好氧处理的负荷,对降低运行成本、提高处理效率、稳定达标排放具有重要意义。& }* N! Y7 m$ x% c1 \
0 ?5 O, Y4 [ r4 F2 W6 \9 @
目前常用的脱氮方式除传统的硝化反硝化脱氮工艺外,还有氨吹脱和厌氧氨氧化工艺等,由于焚烧厂垃圾渗滤液COD极高,氨吹脱工艺基本无法正常运行。厌氧氨氧化工艺的原理是厌氧氨氧化菌在厌氧条件下,以亚硝酸盐为电子受体将氨氮直接氧化成氮气,该工艺不需补充新鲜碳源,尤其适用于高氨氮、碳源不足的污水处理工程。
, m/ Q! s! v+ s2 g0 E' K. h& {" c p# t7 U2 N" a
厌氧氨氧化工艺对氨氮具有良好的去除效果,但无法去除渗滤液中的有机污染物,而且该工艺要求进水COD浓度越低越好。针对焚烧厂垃圾渗滤液的特点,采用厌氧+厌氧氨氧化+MBR组合处理工艺是可行的,不但能取得良好的处理效果,而且在技术上具有巨大的优势。, T, N. K' r4 w( J- X- E8 o
5 k: [2 w6 ?, G1 Y. r2.2工艺原理, L. i0 m! f. X9 U
9 A* ^7 y3 e4 p$ |, p
利用二级(多级)厌氧、厌氧氨氧化和MBR等技术单元的组合工艺,解决传统处理技术存在运行能耗高、需要额外投加碳源、出水效果不稳定等缺点,以应用于垃圾焚烧厂垃圾渗滤液的处理。/ o0 ?* g s4 u `! s' z' T
' l) `3 |; K9 u. T$ J( ?
厌氧处理采用多级厌氧反应器(两级及以上),实现较高的氨化效率和COD去除率。一级厌氧反应器维持较高的污泥浓度,在高负荷条件下运行,将进水中的COD降低70%~85%;二级厌氧反应器污泥浓度、负荷较一级厌氧反应器略低,进一步降低COD,实现去除率60%~75%,使其满足后续膜生物反应器的有利运行条件。当进水COD浓度过高,两级厌氧反应器不能满足COD处理要求时,可以采用三级厌氧反应器串联的方式。在实际应用中,通常选择厌氧生物滤池、UASB、IC、EGSB等厌氧反应器,也可以选择其他厌氧反应器。
- }" M9 A+ H1 w, ~& @; B" h1 G9 e5 t6 h- O# }
厌氧氨氧化反应器依靠微生物的作用实现对氮的去除,包括厌氧氨氧化反应、短程反硝化反应等,其微生物主要包括厌氧氨氧化菌、自养型反硝化菌和异养型反硝化菌等;在不需要外加碳源的条件下,实现氨氮去除率大于85%,总氮去除率大于80%。厌氧氨氧化反应器通过鼓风机提供氧气,用于亚硝化反应的进行,如将氨氮氧化为亚硝氮等。
6 l$ N( k9 E6 k' i! O$ }
( U8 K8 V0 O: W# p5 ]% Q, e G5 Z厌氧氨氧化反应器的具体实施形式可以以活性污泥状态、生物膜状态实施,其池型可以是长方形的推流式结构,也可以是沟道式结构,或可以采用同时进出水的滗水器形式。厌氧氨氧化池采用主要控制溶解氧,参考控制氧化还原电位(ORP)的运行方式,限制鼓风机对池体中的供氧,创造厌氧氨氧化菌群的优势生长条件,使亚硝化细菌可以将部分氨氮氧化为亚硝氮,亚硝氮又与其他氨氮在厌氧氨氧化细菌的作用下转化为氮气,实现对总氮的去除。
( D A9 b1 m+ q' x' g b) N+ U k# F' e& y/ R
MBR系统由缺氧池、好氧池和膜分离系统组成,通过两级厌氧反应器和厌氧氨氧化反应器的处理后,使MBR系统进水中C/N达到合适比例,满足系统脱氮的要求,同时去除水中剩余的COD、氨氮等,稳定达到出水排放标准。MBR处理系统中的膜组件,采用内置式超滤膜。
9 l* i/ \" C4 ~. r
R L1 W( U3 D, V% n( a2.3工艺流程说明
9 ], U I! B' D$ _6 u6 j
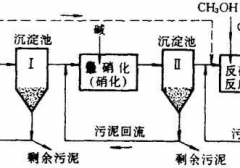
: t" D! G# R7 m N) J5 \厌氧+厌氧氨氧化+MBR组合工艺包括:一级厌氧反应器、二级厌氧反应器、厌氧氨氧化反应器、沉淀池、缺氧池、好氧池、膜组件和鼓风机,见图1。
& k% \0 r6 d" Y+ s9 ?) m0 C3 K8 n1 l
 8 v& H a1 I3 L" R+ H2 V7 o. A3 G
8 v& H a1 I3 L" R+ H2 V7 o. A3 G
/ g1 X7 C4 m! k( W1 x(1)垃圾渗滤液首先进入一级厌氧反应器,垃圾渗滤液在一级厌氧处理反应器中水力停留时间为8~12 d,反应器内污泥浓度为8~12 g/L,一级厌氧反应器中污泥停留时间为25~40 d。 c9 N# [# X- j% o
, u; g- @5 z& e% s& w
(2)一级厌氧反应器出水进入二级厌氧反应器,二级厌氧反应器中水力停留时间为4~10 d,反应器内污泥浓度为6~8 g/L,二级厌氧反应器中污泥停留时间为18~35 d。
( V0 Z2 \! N: ?8 {5 |9 Q# W$ g6 q* F H* g+ j
(3)二级厌氧反应器出水进入厌氧氨氧化反应器中,厌氧氨氧化反应器中的污泥浓度为3~10 g/L,厌氧氨氧化反应器中污泥停留时间(SRT)为10~35 d,向厌氧氨氧化反应器鼓入氧气,使反应器中的溶解氧(DO)保持在0.1~0.5 mg/L,氧化还原电位(ORP)控制在-200~50 mV。) j. s6 X/ L) Z! c4 R5 N0 u8 S
. O4 v! N) \& k5 c" ](4)厌氧氨氧化反应器出水进入沉淀池进行固液分离,沉淀池水力停留时间为1.5~2.5 h,沉淀池污泥回流至厌氧氨氧化反应器中。' N# m3 |7 ]3 J; f, K
/ U5 x/ _2 S7 f" @/ g: X3 w
(5)沉淀池出水进入缺氧池,缺氧池中水力停留时间为0.5~1 h,缺氧池中的溶解氧(DO)控制在0.2~1.0 mg/L,污泥浓度为3~4.5 g/L。
4 e8 P+ [) X/ n- L& \+ X# w8 q# L: ` C$ T
(6)缺氧池出水进入好氧池,好氧池中停留时间为10~24 h,向好氧池中鼓入氧气,使好氧池中的DO维持在2.5~4.0 mg/L,污泥浓度为3~5 g/L,好氧池末端混合液回流到缺氧池,回流比为200%~400%,在好氧池末端或后部设置超滤膜进行固液分离,固液分离后的出水进入后续深度处理工艺进行处理。
: y8 _0 j" [. K% K0 \$ F2 k/ A+ \+ n% A0 E! z0 M
7 m6 r! P, A) Z+ z1 y
# X7 k; _/ a. P y/ c
(1)系统运行稳定。
9 v4 C4 \/ V) p7 q0 _! P z$ a* c
组合工艺充分结合厌氧反应器去除COD、厌氧氨氧化技术去除总氮、膜生物反应器高效分离的优势,将多级厌氧反应器、厌氧氨氧化技术、膜生物反应器技术进行结合,具有不需外加碳源、脱氮效率高、系统运行稳定、剩余污泥产量低等优点。
1 t* ^, p$ |) ], G5 N4 L! y" R4 g% e; H! R, R, d2 T& }2 s+ E. K
(2)充分发挥厌氧处理的优势。* W1 ]! S5 U* N0 d- O
. V$ C$ t2 `9 s5 x" N
垃圾渗滤液处理系统通过设置多级厌氧反应器,可以有效地降低垃圾渗滤液中的COD浓度,为后续的厌氧氨氧化单元创造有利进水条件。由于整个厌氧处理过程不需要供氧,因此能源消耗非常低,可以有效降低处理成本,同时也可减少很多操作上的维修问题。
; g. a, w( {0 E- G0 r3 C(3)充分实现污水资源化。9 {' ~6 t, l& ^) C- F& X
/ Z! U3 L2 Z8 k- w; a) ~
由于最大程度发挥厌氧反应的作用,有机污染物在厌氧条件下充分降解,产生的沼气作为有效的能源重复利用,可以充分实现有机污染物的资源化利用。
3 \5 j7 x8 q8 o& @& x
8 }+ e# u3 ~6 Q: U; X: q$ F(4)良好的脱氮效果。
2 G' y2 s7 c- {7 [* ~; E1 x, u9 S* Z0 h/ g
厌氧氨氧化单元可以大幅去除系统的氨氮、总氮,将后续膜生物反应器的负荷降低至正常水平,可以充分地发挥出膜生物反应器处理效率高、固液分离效果好、脱氮稳定高效的优点,使其出水稳定达标。
& V: @# D6 f7 c* J" G) t
4 r# ^; [" m( L(5)有效降低好氧处理的能耗。; t: `9 M2 O4 ]9 B
8 v: r2 H3 i% l* E3 _/ C* N, O
利用厌氧反应器去除COD、利用厌氧氨氧化技术进行脱氮,相比传统工艺中好氧去除COD、硝化反硝化脱氮,极大地降低了鼓风曝气、混合液回流等能耗,总体电耗降低50%~60%。9 m3 \( s( M* k o: T) o; t# e/ v
4 o: c Z+ m+ t4 |7 R
(6)不需外加碳源。对于传统的硝化反硝化脱氮工艺,为保证脱氮效果,通常采用二级硝化反硝化,需要在二级反硝化池内投加碳源。厌氧+厌氧氨氧化+MBR组合工艺采用厌氧氨氧化,大幅去除氨氮,只需设计一级硝化反硝化即可,不需要额外投加碳源,是一种稳定可持续的生物处理技术。
. w* O: b3 D1 o4 v7 _5 w2 O& t$ P- v$ c& A% I2 v I
4主要设计参数! y. c! X6 S! m$ L
7 I) H$ g% s4 A9 Z8 f1 y$ G厌氧处理的主要设计参数见表1,厌氧氨氧化的主要设计参数见表2,MBR的主要技术参数见表3。4 {3 H; N3 v. ?0 o2 n
5 h3 [4 A" x. M& l0 M' e
 . i' b: W* @# Q S! b
. i' b: W* @# Q S! b

+ C& s* R+ Y3 N0 z; ^5 O( f7 W3 ^% C- Y; {
 / I0 E4 ^1 E( `0 |
/ I0 E4 ^1 E( `0 |
; E; G; S, k% x( ]/ o/ }4 U
5结论
8 R9 V: @2 Y ~1 b2 A
7 Y8 g. i( g, p+ k- T5 i(1)“厌氧+厌氧氨氧化+MBR”组合工艺可以充分发挥厌氧反应的优势,利用厌氧反应器最大限度去除有机污染物,同时可以充分实现污水资源化。+ U+ x: h& V2 v9 w1 F1 ^
, B$ w0 P V' U7 o$ r
(2)厌氧氨氧化工艺在不需碳源、低溶解氧的条件下实现对氨氮和总氮的去除,不但可以降低运行成本,同时降低后续处理的氨氮负荷。# F9 P( ?5 K& V+ Q6 h
; R, ?# ^2 E. k4 \% e/ }7 v# Z
(3)MBR工艺进水COD和氨氮大幅降低,使好氧处理效果更趋稳定,能耗大幅降低。
; p6 x/ `9 C9 P* X9 w4 f7 o) E
6 o. ^, `' A* f. J) m5 O: ?来源:给水排水 2016年第1期,作者:杜昱、李晓尚等4 r B" Z ~ @4 F
; L6 w9 ^; _+ W. e0 d
|
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)
![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇![[前沿观察]污水处理工艺未来发展方向及其应用-上](data/attachment/block/7f/7f31da455fdf2228c21b386d55d29672.jpg) [前沿观察]污水处理工艺未来发展方向及其应
[前沿观察]污水处理工艺未来发展方向及其应![[专题]地下水环境监测与场调](data/attachment/block/7e/7e1fa705da6a9adb9ce03177247f05a2.jpg) [专题]地下水环境监测与场调
[专题]地下水环境监测与场调 基于碳源捕获及碳源改向的污水处理能源自给
基于碳源捕获及碳源改向的污水处理能源自给 分享:污水处理厂托管运营方案
分享:污水处理厂托管运营方案 专题:2021年度环保安全事故
专题:2021年度环保安全事故