污水处理技术发展至今,已经历了近150年,已开始从传统的能耗大户向能源及水资源回收方向转变。厌氧生物技术最大的优势在于无需提供氧气,且能够将污水中有机物转化成高热值甲烷气体进行回用,降低能耗,实现能源回收,使其在水处理行业受到更广泛的应用。
/ g- l+ E1 _0 K) A8 v! ^, j/ X
8 ]4 d+ A8 C, v" }' U) w! y0 ]( U
8 a5 U: I2 l% c! Q6 M c" F1 s0 V9 J, U' h$ x2 M
厌氧生物技术的出现最早可以追朔到18世纪,Count Alessandro Volta于1776年推导出有机物降解和可燃性气体之间的相互关系,1808年Sir Humphry Davy首次证明了厌氧消化过程中产生的气体中存在甲烷。1859年全球第一座厌氧消化处理厂在印度建成,1895年进入英国,拉开了污水厌氧生物处理及沼气回收技术的序幕。之后随着对厌氧微生物的认识和研究,不断优化运行条件,使厌氧生物技术不断快速发展。/ S q9 C; t5 m, F" j L; D2 P5 \
中国是推行厌氧污水处理系统非常成功的国家,1978年Lettinga团队关于UASB的研究成果在世界学术界崭露头角,掀起了厌氧技术的研发浪潮。1982年,中国的第一座应用UASB工艺的污水厂就在北京腐乳厂进入了工程试验阶段。20世纪90年代中期,厌氧技术公司纷纷在中国成立,各高校及研究院也培养了一大批环保公司。同时国外企业也逐步开始进入中国市场,如帕克、威立雅等。自此,中国厌氧技术的产业化时代到来。
# g- p6 }5 I, Q1 s5 _9 N4 e4 J+ z V; K% b
! P, @: A! G. C+ y
6 t3 `) S7 j) k; {% L" V# F F# T
厌氧生物降解过程一般分为四个阶段:水解、酸化、产乙酸和产甲烷阶段。其中产甲烷阶段是整个厌氧过程最为重要的阶段,也是厌氧降解过程的限速阶段。$ Z5 I$ @( B6 h4 F/ I
污水厌氧生物处理技术一般在中温条件下进行,pH 维持在大约7.5左右,最适宜产甲烷微生物生长。厌氧生物处理工艺的改进基本都围绕着产甲烷过程,主要关注如何提高系统内传质效率和促进产甲烷微生物生长,从而提高甲烷产率。主要手段包括在系统中优化操作参数,添加载体,改善水力条件,提高污泥停留时间等。! V+ m, |# ^, z; K# R; s. Z
2 G0 b9 f' j) ~# F0 a7 q3 X/ ?
2.1 典型工艺类型
$ M' H" M; t1 A& }9 m; x" |( O+ d! i. e; E+ P3 @
厌氧生物反应器工艺种类较多,在此列举目前应用较广的六种典型工艺类型进行介绍并对各自优缺点进行比较。; m9 n6 V8 |$ J, i/ Z3 P2 W, t
1)完全混合式厌氧消化罐(CSTR)- P& s$ @9 m5 N
8 o/ I& w, \/ M0 G: X6 w1 u
CSTR是最早出现也是目前应用最广的厌氧生物反应器,通常采用搅拌器是系统内污泥液完全混合,设备简单,易操作,成本低。可用于高浓度有机污水处理、污泥消化处置、餐厨垃圾厌氧处置等领域。
4 b5 b d; V4 o6 v; l
3 V! l5 n' `3 k4 \& Y6 o0 b2)升流式厌氧污泥床(UASB)/ V" B1 {. ` C7 P
" M! c5 y b, o, S: b
UASB反应器污泥床区主要有沉降性能良好的厌氧颗粒污泥组成,浓度可达到50-100g/L或更高。沉淀悬浮区主要靠反应过程中产生的气体的上升搅拌作用形成,污泥浓度较低,一般在5-40g/L范围内。在UASB反应器中能得到一种具有良好沉降性能和高产甲烷活性菌的颗粒厌氧污泥,因而相对其他的反应器有一定优势:颗粒污泥的相对密度比人工载体小,靠产生的气体来实现污泥与基质的充分接触,省却搅拌和回流污泥设备和能耗;颗粒污泥沉降性能良好,避免附设沉淀分离装置和回流污泥设备:反应器内不需投加填料和载体,提高容积利用率。
8 U' T3 `: ^1 L/ w8 }( w3 P- w. w( O& S7 d; R; ?7 ^
 ) T" k; M0 F. @+ |* K* a5 j
) T" k; M0 F. @+ |* K* a5 j
/ g; V/ E! w/ D6 \5 n
3)厌氧折流板反应器(ABR)9 q u1 D' \0 M7 u% ?$ Q H
5 H* H2 x0 D( I. C, PABR是McCarty和Bachmann等人于1982年,在总结了第二代厌氧反应器工艺性能的基础上,开发和研制的一种新型高效的厌氧生物处理装置。其特点是:反应器内置竖向导流板,将反应器分隔成几个串联的反应室,每个反应室都是一个相对独立的上流式污泥床系统,其中的污泥以颗粒化形式或絮状形式存在。一股而言,在处理低浓度废水时,不必将反应器分隔成很多隔室,以3~4个隔室为宜;而在处理高浓度废水时,宜将分隔数控制在6~8个,以保证反应器在高负荷条件下的复合流态特性。' p9 M3 O5 k& @7 X9 ]6 F' ?4 P
4 z7 X& R) U5 Q$ M5 j9 L' @
 0 a; V% i+ Y4 ?- [: m/ C
0 a; V% i+ Y4 ?- [: m/ C
" j" ?# A0 j5 h- A+ m% B6 c
4)厌氧膨胀床(ESGB)2 {7 E }0 x! t& i8 i
% H1 i' w8 P& a+ v/ F1 H
20世纪90年代初,荷兰Wageningen农业大学开始了厌氧膨胀颗粒污泥床(简称EGSB)反应器的研究。Lettinga教授等人在利用UASB反应器处理生活污水时,为了增加污水与污泥的接触,更有效地利用反应器的容积,改变了UASB反应器的结构设计和操作参数,使反应器中颗粒污泥床在高的液体表面上升流速下充分膨胀,由此产生了早期的EGSB反应器。EGSB反应器实际上是改进的UASB反应器,区别在于前者具有更高的液体上升流速,使整个颗粒污泥床处于膨胀状态,需要反应器具有较大的高径比。三相分离器是EGSB反应器最关键的构造,能将出水、沼气和污泥三相有效分离,使污泥在反应器内有效持留;出水循环部分是为了提高反应器内的液体表面上升流速,使颗粒污泥与污水充分接触,避免反应器内死角和短流的产生。
" B0 o- f D' x# S E6 n' I
! W: U: X9 y% @2 j" A# T

( w; {, J2 ]5 f7 T- ]
. c0 C+ V0 `; O6 f8 l5)内循环厌氧反应器(IC)0 `. X4 ~% ? e, }( u! o
# m) g9 o. o4 M" _7 l) |6 j6 O内循环(IC)厌氧反应器也是在UASB反应器基础上发展起来的高效反应器。其依靠沼气在升流管和回流管间产生的密度差在反应器内部形成流体循环。IC内循环厌氧反应器为荷兰帕克公司的专利产品,目前帕克公司在全球有300多台IC反应器得以应用。IC反应器实际上由两级UASB构成,底部UASB负荷高,顶部负荷低。因为在一级分离时收集了大量沼气,其对废水的扰动减少,使得在二级三相分离中得到更好的气、水、泥分离效果。二级分离的lC反应器确保了最佳的污泥停留时间,这样对于处理一些化工废水有利,因为这些废水厌氧污泥产量很小。IC反应器具有一个自调节的气提内循环结构,循环废水与原水混合将稀释进水浓度。内循环作用所带来的能量使得泥水在底部混合更加充分,从而污泥活性也得到增加。IC反应器的容积负荷(15-30kgCOD/m³)为UASB(7-15kgCOD/m³)的两倍。该反应器的有机负荷达到UASB反应器的2~4倍。另外,IC厌氧反应器具有高径比大、上流速度快、有机负荷高、传质效果好等优点,其去除有机物能力远超过UASB等二代厌氧反应器。6 p0 [- L7 Y# h3 ^# [7 W2 z
. v B. D) P$ i2 C

" `+ L. V0 e3 ~' c0 H! P) W# M
6)厌氧膜生物反应器(AnMBR)
" ]- l( O, k0 T {5 R- W: e& A, b- \( Z8 U% p/ c4 R1 `
AnMBR将厌氧工艺与膜分离系统结合,使得水力停留时间HRT与污泥停留时间SRT分开,SRT均超过30天,有助于促进厌氧微生物生长,且占地小。AnMBR首次被提出是在上世纪70年代末,然而由于膜污染问题严重,发展缓慢。近些年随着膜技术的发展,投资和运行成本下降,且2011年斯坦福大学的Mccarthy教授等人提出厌氧MBR将会是实现污水处理厂能量平衡的重要工艺,AnMBR技术重回人们视野,引起了广泛关注。日本在厌氧MBR实际应用上起步较早,早在2000年就有了第一个实际运行的项目。截止2008年8月,该公司在日本已经运行了14个厌氧MBR实际工程项目,包括酿酒废渣,餐厨垃圾,沙拉酱生产污水以及污泥等。
6 u/ z% |: `& C7 T' y& \5 h
Q6 ?/ ?* I* w+ U

4 J, Z! D- E9 n; u; }
: K, }* U! R! b2.2 各工艺优缺点及应用分析$ L$ o+ u: ?3 n6 v* v& A8 U' }
* t6 l0 A( E' L' e+ z% z
 / V: K. F# c* k
/ V: K. F# c* k
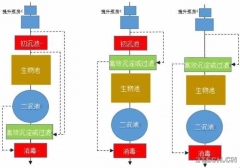
# P+ g% a( U- \* k: }相比于好氧生物处理工艺,厌氧种类繁多,除上述六种典型工艺外,常见工艺还包括厌氧流化床(AFB)、接触式厌氧反应器、厌氧生物滤池、推流式厌氧反应器等,为了选择最适合的工艺,需要对这几种反应器的构型和进水水量、特性等进行系统性评估。一般来说,CSTR和推流式反应器适用于料液浓度较大、悬浮物固体含量较高的有机原料,如:禽畜粪便、污泥、工业有机废渣和秸秆。UASB、IC、ABR和EGSB则适用于料液浓度较低、悬浮物固体含量少的有机原料,如:屠宰及肉类加工废水、酿造废水、食品加工废水等等。% J- a+ M1 s0 z
8 I0 {0 B0 i1 X- K0 ^
除温度、pH等环境指标外,厌氧反应器最重要的运行参数是有机负荷和水力停留时间,影响这两个参数的因素主要有三个:1)单位体积活性生物含量;2)微生物和进水污染物的接触时间;3)系统中的传质效率。目前有机污水处理领域,UASB和IC最适于应用于大型污水处理厂,SRT和HRT能够有效分离,运行成本较低。对于较小规模或者对出水水质要求更高的污水处理系统,更适用于采用厌氧生物膜法处理工艺,如EGSB、AFB、厌氧生物滤池、厌氧生物转盘等。但是由于载体的添加,这些反应器设计较复杂,成本也较高。比如在EGSB和AFB的设计过程中,需要充分考虑上升流速问题,为了维持较高的载体膨胀率,需要较大的高径比,这也限制了该类工艺的处理量。
1 v7 r& Q: I% D. b2 G/ U$ t# g3 c( y, A0 k
AnMBR结合了厌氧技术和膜分离的优缺点。由于膜的加入,使微生物生长速率加快,系统启动时间(1-2周)远远低于传统厌氧系统(1-3月),产气效率高,且出水水质可直接达到排放标准,适用于进水COD浓度相对较低且出水水质要求高的有机废水处理应用场景。AnMBR在工业废水处理中的应用目前主要集中于酒精、食品工业、屠宰场废水以及垃圾渗滤液等高浓度易生物降解的有机废水处理。随着工业废水出水水质要求的提高,对于高油脂、高盐度、高毒性等工业废水,AnMBR工艺由于膜的截留作用,显著提高厌氧污泥的停留时间,防止生物量流失,相比传统厌氧生物技术有着明显的优势。目前AnMBR供应商较少,全球范围来看,仅有久保田、SEUZ、威立雅、Evoqua等少数大型企业提供AnMBR系统。作者:许颖. }3 ^: |. k# L$ z6 I4 D
; r. W( Q5 A" L& C( v, X+ T4 A$ x M0 O0 w3 {( l
: v! {; Q+ W* r# r4 k
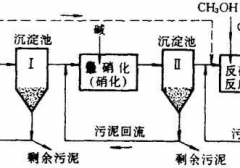
传统厌氧生物技术多用于工业有机废水处理,由于其无法有效出去氮磷等营养物质,难以用于城市污水处理。然而近些年,概念水厂的提出和建立,将厌氧生物技术用于市政污水处理,逐步取代好氧生物处理工艺,使城市污水处理厂实现能源自给,并回收资源的理念不绝于耳,预示着市政污水处理工艺的变革,在这场变革中,AnMBR和厌氧氨氧化(Anammox)必将起到举足轻重的作用。# ?; L; o: @2 z0 V- m* M
$ c4 }" X4 G( @3.1 厌氧膜生物反应器
, M5 d% K' w- D( c: I
( e% ~2 i+ I. d6 fAnMBR进一步推广应用的最大障碍之一是膜污染问题,好氧MBR的膜污染控制主要依靠曝气,而厌氧反应器无法通过这一手段缓解膜污染。因此为缓解这一问题,必须在深入研究膜污染机理的基础上,开发新型膜组件、通过优化反应器构型、改善水力学条件等手段调控混合液理化性质,是有效减缓膜污染发生与发展的方法。
/ C9 n# g& N+ e5 X4 l9 t
" ?/ C. X* R$ L& O6 v发新型抗污染膜材料
; k$ `/ R% o" y" ? J
& j# R) H: N6 G8 A, j* V9 B+ t开发新型高通量、抗污染、低成本的膜材料一直是膜技术研究者的努力方向,且随着材料科学的发展,近几年取得了很大突破。比如,美国PolyCera公司开发了一种超亲水UF膜材料,在膜表面添加金属离子,使其具有很强的亲水性,通量远高于目前市面上的超滤膜,同时又不易受到油脂或其他高分子有机物的污染,耐强酸碱和高温,或许是应用于AnMBR工业废水处理的理想选择。
, \: H s, w( s7 w& f
. x4 t2 K" r" y- _$ O% K) j* W优化反应器构型& T, T" _' h2 ]4 `9 D/ d
& H9 C" ^2 N, I B) n
反应器的构型直接影响了反应器的水力条件,间接影响混合液性质,同时相比较开发新型膜材料,优化反应器构型和参数是控制膜污染更加直接的手段。好氧MBR基本以浸没式为主,而AnMBR由于没有曝气冲刷来缓解膜污染,更适合分置式结构。分置式结构中,前端厌氧反应器构型和运行条件的选择便成为关键性因素。比如,UASB/EGSB的颗粒污泥颗粒较大,胞外聚合物含量高,且有三相分离器,一般来说膜污染比CSTR轻;AFB由于添加了载体,厌氧反应器出水悬浮态污泥含量少,也会减轻一部分膜污染等。因此,AnMBR反应器构型的选择需要综合考虑处理量、进水水质、膜污染控制等多方面因素。
% u$ o. m! @9 b: ?$ f! o' W) Z) ]# [/ @* u3 P) \7 d/ D& r1 `6 C
尽管AnMBR在工业污水领域已开始了实际应用,在市政污水领域进入了中试阶段,能耗,污泥产量等方面的优势初步得到体现,然而AnMBR在市政污水处理中更大规模的实际应用仍有需要解决的问题。另外,城市污水中的氮磷营养物质得不到有效去除,也是制约AnMBR应用于城市污水处理的严重障碍。因此普遍认为可以将Anammox与AnMBR技术耦合,以达到去除或回收氮磷的目的。
, t2 U* l4 ]! c& x [$ P: [( o4 z! Y3 Y, S- `5 q1 G: N
3.2 厌氧氨氧化(ANAMMOX)- N' b8 ^& J; ]! n
" `+ B* ]: H9 n6 X# f8 _ g
厌氧氨氧化技术以NO2--N为电子受体,直接将污水中的氨氮氧化为氮气,低温条件下运行,氨氮(>80%)和总氮去除率(>75%)均较高,在污水脱氮领域有良好的应用潜力。1977年,奥地利的理论化学家Broda根据化学反应热力学标准吉布斯自由能变化,做出了自然界应该存在以硝酸盐或者亚硝酸盐为氧化剂的氨氧化反应的预言。
7 \" `' E/ q, p
. f8 K. p: l6 K, K目前厌氧氨氧化工艺已成功运用于中国、日本、美国以及荷兰等国家的高基质(氨氮)中温(30-40°C)废水处理中,今后努力的方向则是将其较好地用于处理低基质低温的市政污水。我国建造了数座实际工程,主要在发酵行业 (包括酿酒、味精、酵母废水),其中通辽梅花味精废水一期工程 ANAMMOX 反应器容积高达6600m3,由帕克公司设计建立,是迄今世界上规模最大的ANAMMOX 工程。
) F6 r3 R7 h- q3 \- R1 z$ N6 k; V' i, G
在市政污水处理领域,世界范围内真正实现生产规模的主流厌氧氨氧化项目,是新加坡樟宜短程硝化-主流厌氧氨氧化项目,日处理量20万吨。另外奥地利Strass污水厂是全球首个实现完全能源自给且在侧流工艺上实践厌氧氨氧化的水厂,日处理规模3.8万吨。5 m. K) n' p2 S, L, `
6 S- r+ x- n7 l& Z5 C
去年年底,“西安四污”的主流厌氧氨氧化现象,引起了学术界的轩然大波,被认为是我国首例主流ANAMMOX实际应用。然而红菌的产生是否具有可重复性还是仅仅是个别现象仍然需要进一步研究。可以肯定的是ANAMMOX菌仍然存在一些不足,比如还不能纯化培养、生长缓慢(倍增时间约为11 d)、对环境条件敏感、需要中温条件(30-40℃)、基质利用单一等,严重制约了该工艺的进一步发展,不过,随着分子生物学和材料科学等基础学科的不断突破,相信ANAMMOX工艺将会有更快的发展。
8 ~) a9 o. @' V4 i# X2 X" L" i2 E/ x: L2 l/ C f. V0 y
3.3 反硝化型甲烷厌氧氧化(DAMO)
; a5 b7 Y* {; R) Z0 C5 E7 Q& F) c T5 x' K, x% m
厌氧反应产甲烷的同时,会有相当多的甲烷溶解在水中,是造成温室效应的一大来源,一些污水厂甲烷排放的相关研究显示,约75%的碳足迹来自污泥厌氧处理。因此,荷兰科学家提出将厌氧氨氧化和另一种厌氧工艺结合,目的是进一步降低能耗和碳足迹,提高脱氮效率,被称为甲烷厌氧氧化耦合反硝化,可以同时去除污水中的溶解性甲烷、亚硝酸盐和硝酸盐。目前这个工艺还处于实验室的研究阶段,反应器体积仅为2-10L,还有很长的产业化之路。2 _( f, M+ w( n6 N( e3 z, l7 W0 z
" z$ A2 Q) X6 H2 R0 `' D3 Z

% ]0 T2 w% h9 l. y
! s/ i& u# i* ~9 ^4 H! b( X4. 厌氧生物技术全球技术推介
/ R& h# j' i0 p5 {9 P4 T3 S6 [7 c
ADI Systems(Evoqua)—— ADI® AnMBR* q, b: L Y* d, |
1 u4 C' j5 k5 i3 Y
ADI Systems 1989年成立于加拿大,是全球最早商业化AnMBR的企业之一,ADI® AnMBR工艺自2000 年便应用于大型水处理工程,拥有20 多年工程经验,为全球35 个国家客户提供可靠解决方案。该技术成功用于美国某食品工厂污水处理,处理量475 m³/d,进水COD 39 g/L,去除率高达99.3%,甲烷产量5,660 m³/d,同时节省运行成本达50%。2017 年7 月美国污水处理企业Evoqua Water Technologies 并购ADI Systems,将其业务拓展至工业污水领域,11 月,Evoqua 于纳斯达克证券交易所上市。
0 ^+ x/ I8 B4 l- U: m. B/ T
" z0 Q" e+ R& s: D1 D9 o% ~
 6 Z5 b/ R4 Y( ^4 Z
6 Z5 b/ R4 Y( ^4 Z
2 s, J% ^) }8 i( P4 f0 T' {3 Y
Paques —— ANAMMOX®
y# D a+ Z+ a6 n% n, y! A2 ^. J/ u0 r& J0 b C
荷兰的帕克公司在过去超过三十年的时间里,都致力于帮助工业企业减少水和碳的排放,回收有价值的资源。帕克公司的厌氧水处理及净化系统将废水中有机物转化成沼气,回收能源,同时回用水资源。从1981年第一台BIOPAQ®反应器诞生起,帕克公司与合作伙伴们密切合作,研发并应用了各种以厌氧反应为基础的水和气体处理的整体解决方案。这些方案都具备成本节约、运行可靠的特点。9 }/ f& @! i+ ~
帕克公司也是最早商业化应用Anammox工艺的企业,2002年联合Delft University of Technology和the University of Nijmegen,建立了第一座Anammox工厂,自此ANAMMOX® 应用于全球。其中包括迄今世界上规模最大的ANAMMOX 工程——我国通辽梅花味精废水一期工程。目前帕克公司又联合荷兰Radboud大学和Waterstromen公司进行DAMO工艺的研发,取得了欧盟的经费资助。* k4 s- ^* X2 u9 I$ R
. M; _6 ?% T! k' v ]% F

1 ~' P1 r, p6 \. [( a" z8 X$ y
4 C0 b& ~/ c: g" MCambrian innovation —— ECOVOLT®
. a5 \: X" L9 T5 X! V
. u+ c. U. o P# S- J0 h' @* VCambrian innovation 2006年成立于美国,研发了ECOVOLT®增强型厌氧消化系统,是世界上第一个商业化的生物电强化厌氧废水处理解决方案,对废水转化为可再生能源至关重要,其预制模块化架构可实现低影响安装,快速采购和灵活的容量增加。废水流量在10,000之间每天300,000加仑。可去除80%至90%BOD,同时生成高质量的可再生沼气(约80%甲烷分数)。通过热电联产,将产生30-200千瓦的净功率。" p) x; m+ `2 _2 g5 p# s2 p
Cambrian也是ECOVOLT® MBR(膜生物反应器)供应商,采用最先进的曝气,强大的膜过滤和动态集成的控制结构,可去除废水中99%以上的污染物,实现水的再利用。可与其他厌氧系统耦合,结构紧凑。也可以作为独立解决方案,处理较低有机物浓度的废水。
5 Y7 q+ |! \5 q' a4 R4 ~( [( z l- h4 s, a1 L/ c6 X
 9 Y$ r4 A7 _, A$ T( r0 h! g
9 Y$ r4 A7 _, A$ T( r0 h! g
. _" `3 X$ b3 f3 e0 l2 E. O
NVP Energy —— Lt-AD
/ n: t6 X. Q# R0 O' w- G- m
& s% w/ G$ \* gNVP Energy来自英国,成立于2011年,NVP提供基于厌氧颗粒生物膜的有机废水能源回收处理技术(Lt-AD),高效去除有机污染(COD,BOD),同时以沼气的形式生产可再生能源。该技术适用于食饮(肉类加工、乳制品、酿造、蒸馏、麦芽加工和装瓶)以及市政污水处理行业。与活性污泥处理相比,该工艺可降低90%的能源成本和90%的污泥产量。该技术利用了厌氧菌的降解作用,将废水中的有机污染物转化为沼气,污染物去除率高于80%。工艺设计采用了专门的厌氧颗粒生物膜,将废水中的有机污染物转化为富含甲烷的沼气。该技术独特的设计特点使该工艺能够在无外部热量输入的情况下进行,因此所产生的所有能量都可以回收并用于现场发电和/或供热。7 }3 u) V! j, V( l$ l1 O1 b
4 J; S8 T' F! O

9 I1 a+ g9 N! l+ @$ c
! Q5 \8 O6 `5 KSYMBIONA SA——AnoxyMem®
: A+ A! z- I+ w0 c3 h( R) ?+ r
. T1 b, Y" g+ b* @7 ]Symbiona 来自波兰,成立于1995年,致力于利用先进厌氧技术从污水/污泥中回收水资源和生物沼气,拥有多项专利,包括厌氧膜生物反应器AnoxyMem®,厌氧膨胀床/升流床AnoxyBed™,热水解技术DigeTherm™,中温/高温消解AnoxyMix™等。. n! H& i/ V* s7 j
) c- F/ [/ B+ y8 V* g
 $ `! K4 n3 O/ [' x
$ `! K4 n3 O/ [' x
) @( n$ z" t/ L; C5 a. V其分级分相处理高浓度有机废水或有机废物工艺,比传统工艺降解率提高30%,污水/有机废物经预处理进入消化罐(37/55°C),产生沼气,利用膜实现固液相分离,同时回用热水,膜出水可直接排放或者进一步资源化。膜分离剩余少量污泥可进一步压实,进入高温水解工艺(90°C),后进入厌氧消化系统(无需加热),收集沼气,泥渣离心脱水。整套工艺沼气可收集提纯干燥,转化为电能。7 _0 Q2 y0 M7 h+ y. A
! n* g6 A3 H/ o# A! N动态:污水厌氧生物处理技术 - 环保之家- {8 K( Q e3 t& C, w# `
$ c% A/ D3 R- i) w
. v- A5 K* l; }) ^6 U/ n
6 x0 ?$ H; a) o' L4 L$ a( L# W |
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)
![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇![[前沿观察]污水处理工艺未来发展方向及其应用-上](data/attachment/block/7f/7f31da455fdf2228c21b386d55d29672.jpg) [前沿观察]污水处理工艺未来发展方向及其应
[前沿观察]污水处理工艺未来发展方向及其应![[专题]地下水环境监测与场调](data/attachment/block/7e/7e1fa705da6a9adb9ce03177247f05a2.jpg) [专题]地下水环境监测与场调
[专题]地下水环境监测与场调 基于碳源捕获及碳源改向的污水处理能源自给
基于碳源捕获及碳源改向的污水处理能源自给 分享:污水处理厂托管运营方案
分享:污水处理厂托管运营方案 专题:2021年度环保安全事故
专题:2021年度环保安全事故