北京市第九水厂排泥水处理系统脱水设备自2009年正式运行已十余年,在运行中发现了一些需要改进的地方,针对运行中存在问题,提出了设备改造方案并总结了设备选择及安装调试时应注意的一些问题。
) T# b3 z& @2 B, P, X x8 k
4 o5 D7 d8 m3 i( k: \6 e6 O& |5 [ e$ Y
1 改造前脱水系统概况
0 K8 B" Q/ h. r6 a
( X" v6 n- w) K% i北京市第九水厂位于北京市清河以南的花虎沟,建设初期以密云水库为水源,总净水规模为150万m³/d,分三期建成。其污泥处理设施主体工程与第九水厂二期工程同步建设,于1997年6月建成投产。第九水厂三期工程于1999年7月正式通水,与三期工程配套的污泥处理设备于2000年5月安装完工,从而实现了与供水量150万m³/d相适应的污泥处理规模。) |5 h8 e& \$ R& J, l
1 o! @% y& E" Q2 w% y0 y
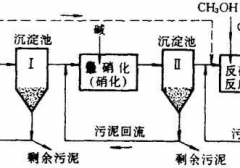
第九水厂污泥脱水系统处理对象为净水厂机械搅拌澄清池、絮凝沉淀池和滤池反冲洗回流水池在工艺处理中排出的污泥。污泥经排泥池和浓缩池的重力浓缩后进入脱水系统进行污泥脱水处理。污泥从浓缩池到脱水设备的工艺流程见图1。
. x$ y" F& ?$ l2 G, Z' i' F1 T3 b9 H- `5 w& G O) W6 w3 H6 B
 + m' I v, J; u& H8 s# k7 _
+ m' I v, J; u& H8 s# k7 _
$ C z ^2 B5 j' @ U5 g2 J+ Q. h
8 \% Y$ G5 F9 c% ~/ o2 设备运行存在的问题及改造的必要性' H7 Y6 {* K- w
( Q' W8 o. L! k* P9 C- R. Y; H第九水厂污泥脱水系统经10多年的运行后,存在如下问题:
3 Y) `2 V& q% w# V, W% @. n$ x4 c8 i( ?
(1)板框脱水机行走机构、机体框架出现变形,影响了设备整体的正常制泥工作,这种变形在设备使用现场无法用常规工具进行修复。# [& E9 F8 Z% H) S2 ~( H: d- a
9 d) A, S7 Q& |$ D; r; s6 g, W3 L/ z5 n(2)板框脱水机的冲洗装置、液压装置也经常出现不规律的故障,严重影响了污泥处理系统的正常运行。2 c" R+ ^0 V" R
3 \7 [6 _# n: q5 r* J: M
(3)板框脱水机配套的进口滤布报废后更换了国产滤布,更换后的滤布易堵塞,使用寿命短,更换频率高,使得滤布的维修费用大大增加。9 D# K; n$ T0 y9 M! ]
. Q) u5 y* B$ c8 X5 z( J(4)板框脱水机附属设备较多,故障点多,故障率高。
! G; o* B- [4 N4 E4 Y) H }& t7 A; a; N1 s6 P; S/ X
(5)进泥采用的柱塞泵噪声大,体积庞大,结构复杂,使用时间长后磨损严重,造成泄漏,需定期更换密封圈。4 k; X+ ?) u/ y7 ?" g, D3 |) {
2 w& [5 J, U; l$ r
(6)售后服务差,系统的关键设备多采用国外设备,设备厂家已被转让收购,使设备维护得不到完整的售后技术支持,售后服务难,在设备出现质量问题时,无法对生产厂家进行索赔。一些国外设备很难在国内买到原装零配件,使用国内类似产品替代,效果不佳。 i, J; Y+ c5 J: Y, t
# ^4 j, N6 i3 U# b综上所述,第九水厂污泥处理系统设备存在的问题致使污泥脱水系统不能正常运行,污泥得不到及时脱水排出,达不到排放要求,造成环境污染,所以需对系统进行改进,以期达到环保要求和实现节能减排目标。改造在系统中增设污泥平衡池以保证脱水机进泥浓度,重点是改造板框脱水机和进泥泵等系统设备。 v, J1 N/ }" s s& K8 Q
% R7 V$ \* C/ ^% Z3 污泥脱水系统设备的技术特点与选型- F/ k5 o. M- F$ p& }% O
0 H" ^# @( |/ f0 M! P应用于给水污泥脱水的设备较多采用板框脱水机和离心脱水机。两种脱水机的机械性能比较见表1。- F5 B% n$ r2 @
6 R9 w' ^; K, k- f: G$ d# t
j

, ]/ d/ |' y) I- J: k4 o
" s' v+ Y' m& E0 `# [离心脱水机在很多给水工程中得到应用,运行情况良好,且占地面积小,由于受第九水厂脱水机房场地限制,本改造工程选用离心脱水机。
" _' q! s0 [# V, g4 B1 _
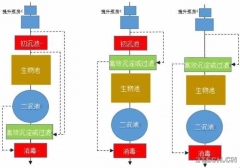
/ H/ j: t; d1 }! @ }3 e( Q. b为了保证最终的处理效果,离心脱水机的选型应以实物试验为基础,工程在改造之前已进行离心脱水机车载机现场试验,试验表明离心脱水机对第九水厂脱水污泥具有较强的适应性,能够达到预定的脱水效果。改造后污泥从浓缩池到泥饼外运经采用的工艺流程见图2。: m2 B' O7 J! R
; U* q3 X- X8 ^- N$ z
 4 P- @- e( D: k" U
4 P- @- e( D: k" U
0 T, D3 ~& E ~
+ r$ T; E% C- {1 Z& s8 E3.1 离心脱水机4 r. L2 A( H9 U. N! \. z
2 @$ b' F h% \7 I5 {# k改造工程选用的脱水机为卧式、螺旋卸料沉降式离心机。* e( L7 c( x# E( |$ _
( ]2 ?" |9 k6 `( R! `
离心脱水机工作时,污泥从转鼓的一端通过布料器进入转鼓内,与转鼓一起高速旋转并产生较高的离心力,在此离心力的加速作用下,污泥的固液相按质量沉降分离。其中密度较大的固体颗粒沉降在泥水环的外圈,即沿转鼓的内壁形成泥环层,沉降污泥通过卸料螺旋与转鼓的差速被卸料螺旋缓慢推至转鼓锥端进一步脱水,脱水后的泥饼经过转鼓的环向排泥口排出。而密度较小的液体,则在泥环内侧形成滤液层,并通过转鼓内的溢流口排出转鼓。1 X$ [" j1 d1 Y. z% z* D
g" ~9 E, g+ Q7 L离心脱水机的转子由中心筒及布料器和卸料螺旋叶片组成。卸料螺旋叶片分为整体式和中空式两种,整体式螺旋叶片结构简单,动平衡易掌握。中空式螺旋叶片能使滤液排出顺畅,减少了对固体层的扰动,但叶片结构相对复杂。* P) U. S' L* W
6 o) M) o+ p5 ^* C# B; Q
离心脱水机最大特点是设备体积小、操作管理简单、占地面积少,由于污泥脱水过程是在全封闭的情况下进行,大大降低了操作环境的污染,改善了操作人员的工作环境。
2 c# j- a7 @0 C4 X
$ D! `7 h1 ~; O7 F" G其主要特点及要求如下:
% U7 P& A- f+ z; J) t8 T/ r& b. \/ |6 D
(1)进料、分离、排出滤液和泥饼的工作过程连续不间断。0 q3 a4 c) h4 i* ~! J! w% X
" X. ?# @9 D& A, Z1 ^. z
(2)离心脱水机的主机及其框架的设计能够承受设备静载荷以及运转时产生的动载荷,有足够的安全系数,设备安全可靠,在运行时无挠曲、变形及振动等现象,大修周期不小于3年。
, `/ `0 j& j+ ?5 L6 T. B8 W8 w( M5 q5 t) S, ]
(3)离心脱水机具有转筒与螺旋推料器转速差可以自动无级调节的性能,在进料污泥参数发生变化时,能够自动调节转速差,使分离效果仍符合技术要求。
; G" }" U! _4 ]& A; w1 k2 P) U$ i. ~9 G
(4)采用变频调节差速装置控制螺旋差速,差速调节精度≤0.1 r/min。4 I, b% _1 P4 J
3 b2 ^9 C! i( A9 Z7 p(5)脱水机提供足够的离心力,使泥饼中干物质含量较大。其转筒的最大分离因数不小于2 100,在高速运行时自动保持动平衡。
2 Y1 V$ [1 T$ k: K J3 {" L1 D- l" ^" b% T
(6)脱水机的转筒结构设计符合污泥脱水要求,其转筒长径比不小于4;转筒轴整体加工成型。3 @, `1 `2 _( f4 I. [
5 A6 g4 t/ g+ B" K, [& i
(7)螺旋推料器的结构设计方便维修拆卸。
4 U- \- b2 X& b5 R! i' `7 Q0 e9 m4 `8 H2 Y* s* @5 O5 }, B
(8)转鼓采用离心浇铸工艺制造,使转鼓密度均匀,刚性好,动平衡性好。/ K. j4 i* q* c, y2 U2 Q
! W0 j H1 W: @% U! I(9)转筒的内壁开纵向沟槽,防止固相泥层在转筒内壁滑动引起的转鼓内壁磨损,同时避免泥层随卸料螺旋旋转而不排出。, j0 D4 K; k' W
( F+ ` D4 ]( _由于污泥中含沙量高,对设备的磨损较大,所选设备应耐磨损和耐腐蚀,因此所选离心脱水机转子材质为316L,叶片表面采用碳化钨贴片保护。转毂材质为双相不锈钢,机架为碳钢防腐处理。
$ \6 ` Z1 y4 _4 Y2 [
5 d( R; U9 u. ~. q+ ?1 y隔音罩为玻璃钢表面烤漆;进料口、出料口采用可更换耐磨衬套,其材料为碳化钨。% _% S( Q2 w' K$ ]* M
9 M) R" b* k9 T所选用的离心脱水机出泥口配套不锈钢电动插板阀,以保证在设备冲洗和启动时,不会发生液体渗漏现象。插板阀与脱水机实现联动,排泥时自动打开,冲洗时自动关闭。
, J, k; N! Z$ q/ ^; o6 A9 l: N- u: p0 j) e1 W
3.2 污泥破碎切割机( G" G, b- B' e9 K9 U6 S
/ O( i3 R) u( K2 F' a. B7 z
为防止污泥中可能出现的大块杂质损坏高速旋转的离心机,在系统中设置污泥破碎切割机。- {+ G: R6 `) @! j; g0 M) k
2 V8 ^6 v' v' t0 w- g污泥破碎切割机在输送介质的过程中能切碎较大颗粒的固体物质和纤维,运行平稳。其底部带分离器,并有大的清洗窗,便于腔体内残留物的清理和排空异物。
9 v8 P- w, ]' r5 c
' j2 A( @, X2 w' J" r: k- U污泥破碎切割机为管道式结构,由壳体、轴承托架、驱动轴、刀体、刀刃、刀盘、轴封及驱动装置组成,双法兰联接,机械密封。其处理能力与污泥进料泵和脱水机相匹配,并与脱水机联动,现场设手动控制开关。
' f. O( ]$ v( t9 B/ Y4 G/ Q9 Y' d3 ^( j6 A) K3 X
3.3 污泥进料泵
: v K2 _' V( m
0 V5 s Y- C3 @( Z) B为使污泥保持最佳性质,改造工程选用凸轮转子泵作为离心泵的进料泵。凸轮转子泵的优点是没有湍流、搅动、脉动和剪切现象,特别适用于泵送浓缩污泥。2 \# H9 u% T A) e
" c) d* M% g- C: g% F' Y凸轮转子泵是一种容积泵,工作原理与罗茨鼓风机相似,两个转子叶轮平行设置,在两个转子叶轮之间和转子与泵壳之间形成腔体,当转子配合旋转时,便将污泥吸入、排出,实现输送污泥的目的。以3叶转子泵为例,转子叶轮每旋转一周,完成3次吸泥和排泥过程。
2 n! Q# {% u4 X+ e% \+ ]8 W( D) y6 |5 d
凸轮转子泵可以反向输送介质,干运转时,温度不会很快上升且不会太高,可以短时承受干运转而泵不会被损坏。介质在凸轮转子泵中被传送的距离比较短,因此颗粒通过能力大,结构尺寸小,效率高,占地小,所需维修空间小,检修时不需要额外的场地,耐磨蚀性能好,检修维护费用较低。对于较大的转子叶轮,应采用转子尖部可拆卸的结构,当磨损严重时,只需更换被磨损的转子尖即可,减少了维修费用。当转子叶轮较小时,可选用更换整个转子的结构形式。8 Z! v ^$ @7 S( M5 S' O4 y: U; x
+ e/ A: ?. ~: r0 e7 Q5 @0 I
第九水厂污泥含砂量较高,对设备的磨损比较严重,因此对于输送污泥的凸轮泵要控制转速,通过降低转速来减少磨损,凸轮转子泵的转速不宜超过150 r/min。凸轮转子泵壳体材质为硬质耐磨铸铁喷涂耐磨涂层,转子材质耐磨铸钢,外表面丁腈橡胶包覆。/ G" O1 ~6 m' u/ K0 D c
6 ^, a% V$ B# w L0 ~# v) {' Q7 B: L3.4 螺旋输送机' t* z2 y2 E2 _, G7 c) i8 f( C% f
5 f( c2 B1 Q+ t; m5 j
泥饼输送系统由2台无轴螺旋输送机组成。泥饼经过2台无轴螺旋输送机被送到室外的运泥卡车中。
/ q3 B8 y0 }3 x, e" U1 ]! j9 k! v
$ Q" P' J0 i5 |' g+ d4 ~无轴螺旋输送机由驱动装置、U形槽、无轴螺旋和支架等组成。螺旋输送机工作时,落入U形槽中的泥饼通过旋转的无轴螺旋被推至输送机一端的出料口排出。无轴螺旋输送机的单机输送长度,在水平安装时可达30 m,倾斜安装时可达28 m。1 }1 M; K( M8 D. R
3 z e# Q0 r# h: j( s
柔性无轴螺旋是无轴螺旋输送机的关键部件,是一个连续整体部件。螺旋叶片放置在U形槽中,一端支撑与驱动轴联接,另一端为自由端。螺旋叶片在使用一段时间后会被拉长变形,此时可以将螺旋叶片切去一段后继续使用。螺旋叶片的设计保证了物料流通顺利,无堵塞;螺旋槽内设置便于更换的耐磨衬体。
_6 l, b" w. x1 q9 q1 D" Q
# q }( _. d$ e% J2 O水平安装的输送机与离心脱水机的出泥口相对接,输送距离为14 m,安装角度为1°,便于积水排出;泥饼再由倾斜安装的输送机送到室外的运泥卡车,输送距离为11 m,安装角度为15°。 `7 V5 q/ x" c& h2 O. m
7 {0 C2 m4 n$ d3 j, o* R7 K) n
所选无轴螺旋输送机需要耐磨损、耐腐蚀,要求其螺旋叶片材质为特殊钢或不锈钢,耐磨条或衬体为耐磨防腐材料,轴头、螺旋槽和机罩均为不锈钢。
, P* p/ \2 Y% t" O% P: c6 M6 w) |. O
( L% v: ]' h8 W( p G7 o3.5 絮凝剂制备及投加系统0 F$ O4 Q5 R7 W+ U' i
7 y3 M7 W0 b+ B# s/ q污泥脱水前需要投加絮凝剂形成絮体,便于脱水,第九水厂选用的药剂为粉状聚丙烯酰胺。" P/ V: s/ b. k1 s8 R- b
( E& _$ @2 ] y0 Y, n
絮凝剂制备投加系统可分为3部分:絮凝剂制备装置、加药装置和在线稀释系统。絮凝剂制备装置由干粉投加系统(或药液投加系统)、溶解水系统、搅拌储存系统和控制系统组成;加药装置由加药泵、流量计和阀门组成;在线稀释系统由水射器、转子流量计、静态混合器和阀门等组成。
7 f1 X$ \6 @2 A( e/ ~' g- Z/ A. g8 M' @$ E
絮凝剂制备装置用于高分子絮凝剂粉剂的投入调配,将粉状絮凝剂调配至0.2%~0.5%的溶液。工作时,粉剂经真空吸料器吸送到料仓中备用;配药时,粉剂通过标定的螺旋进料器精确计量投加量,与溶解水一起加入配药罐中;配药罐内安装搅拌器,适当的转速既保证溶液的熟化,又不破坏絮体。药剂的熟化时间控制在60 min左右,不得短于45 min,熟化好的药剂储于储药罐中备用。装置材质应为不锈钢。
2 C# M5 x) Y' g7 ` Y1 {
- V" v+ w6 q4 [! [% g2 _# E2 s e因螺杆泵具有泵送平稳、剪切力小等特性,所以系统中采用螺杆泵作为药剂投加泵,并配套干运行保护器和过载保护装置。药液的投加含量为0.1%~0.2%,而经絮凝剂制备装置配置的药液含量为0.2%~0.5%,所以需要经过稀释将浓度降低才能投加。投加絮凝剂时,螺杆泵从储药罐中抽取药液,经稀释系统稀释后,定量与污泥混合. ; b- J* M9 b3 [+ d
5 h4 P3 \. H# f D4 P絮凝制备装置的处理能力要根据脱水机的加药量、药液投加浓度和药液熟化时间来核算确定,在选型时要注意核算药剂停留时间,以免出现以缩短停留时间来提高处理能力的情况。# J: Z) o5 C) g8 S
( f, K& {& V U( Y& F; H1 w' Z/ W1 ?$ O. Q5 z! e3 K( a, [: ^! I( a) C
由于聚丙烯酰胺为粉剂,要求真空吸料装置与进料口配合紧密,设备在操作过程中应清洁,无粉尘泄漏;进料斗材质选用不锈钢。
& W2 ?- Q9 F" T! e0 E4 s
/ g+ B4 P$ P6 i4 X0 n' n% G4 设备安装与调试中出现的问题及注意事项
; @& J" W7 s8 M; R: q2 ]8 @
; x$ k; O! V5 V& C$ x d(1)原设计加药螺杆泵进药口垂直放置,药剂从上至下流入泵中,管路在高处易存留空气,使加药泵运行时空气进入泵内造成螺杆泵干运转,螺杆泵干运转时温度升高很容易使橡胶定子损坏。将进口由垂直方向改为与出口同高度的侧向进水,防止管道窝气,避免产生干运转。螺杆泵使用时最好能保证连续进药,安装位置应低于物料储液池液位以下。5 d; n& D2 f# S7 W; t
! r ?( d& M1 t b3 s' J( U
(2)设备调试初期,离心脱水机出泥较稀,分析其原因为:离心脱水机的出水堰板太高,使转鼓中的水位升高,滤液得不到及时排出造成泥饼含水率高,不能形成泥饼。现场通过调节堰板,降低了高度,使得滤液能够及时排出,得到了符合要求的泥饼。一般来说,堰板的高度由污泥的性质决定,堰板过高不利于泥饼的形成,堰板过低会造成滤液回收率降低。
' w$ h2 S8 N* @8 A% f% W* \& G. b2 I9 a7 [- t3 D
(3)在输泥管路上增设压力表,以便观察管道压力。由于输送介质为排泥水,为防止介质进入损坏压力表,因此选择隔膜式压力表。来源: 给水排水 作者:王超
- A0 g: L. q8 O& Z# Z: q5 h5 ^ ~3 I+ N5 N
|
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|



![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)
![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)
![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇![[前沿观察]污水处理工艺未来发展方向及其应用-上](data/attachment/block/7f/7f31da455fdf2228c21b386d55d29672.jpg) [前沿观察]污水处理工艺未来发展方向及其应
[前沿观察]污水处理工艺未来发展方向及其应![[专题]地下水环境监测与场调](data/attachment/block/7e/7e1fa705da6a9adb9ce03177247f05a2.jpg) [专题]地下水环境监测与场调
[专题]地下水环境监测与场调 基于碳源捕获及碳源改向的污水处理能源自给
基于碳源捕获及碳源改向的污水处理能源自给 分享:污水处理厂托管运营方案
分享:污水处理厂托管运营方案 专题:2021年度环保安全事故
专题:2021年度环保安全事故