实战:氨氮超标那些事
每年的11月到次年的1月份是寒冬季节,北方的污水厂都在不同程度的面临着低温运行的问题,运营人员比较头疼的问题有很多,但是很直接的反应到环保部门的,应该是出水氨氮超标的情况。当水温下降到12摄氏度以下后,出水在线的氨氮超标成为大多数北方污水处理厂在寒冬季节最为头疼的问题之一。这个在北方是有季节性的共性问题,但是也带有一些各个水厂里面的个性问题,这次就结合几个运行的水厂聊聊污水厂的氨氮问题。
由于市政污水厂绝大部分采用的是活性污泥的生物处理法,我们来看看在市政污水




更多( 3 )
案例:好氧受冲击致污泥老化?
由于工业生产排水的波动大,水质成分复杂,导致废水处理的难度比较大。当系统遇到冲击时,更为棘手,有些站长会采用提高污泥浓度,提高溶解氧的方法,来保证出水稳定达标,这样做真的有效吗?今天我们就和大家分享一个污泥老化的案例。
背景介绍
这是一个轻工行业的污水处理站,由于生产车间故障,生产排水的水量、COD、SS较平时提高约50%。事故发生时,污水站站长大幅减少了剩余污泥排放量,同时将第3台鼓风机投入运行(总共4台,3用1备,通常只运行2台),以迎接冲击负荷。
仅仅运行了7天

案例:厌氧反应器持续跑泥
在实际运行中,也经常会出现厌氧塔持续跑泥的现象,并可能产生严重后果,这种情况该如何分析和解决呢?今天我们就再讲一个关于厌氧反应器跑泥的案例,与大家分享。
背景
这是一家造纸厂,生产原料是植物浆,废水中植物纤维比较多,污水处理流程如下:
由于预处理运行效果不好,厌氧反应器的进水TSS约为1000~1500mg/l,厌氧出水TSS约为800mg/l左右,在实际运行过程中,会不定期的出现跑泥问题,跑泥同时TSS、COD也明显升高。
由于跑泥,反应器内的厌氧颗粒污泥持续减少。为了避免流失,污

案例:厌氧反应器刚启动跑泥严重
众所周知,高效厌氧反应器是污水处理系统的核心。在实际运行中,经常会出现一些异常状况,如厌氧颗粒污泥流失等,持续跑泥,必然会造成厌氧反应器污泥量减少,同时处理能力降低。近日,我们就收到一客户的咨询:“我们的厌氧反应器刚启动,但是一直在跑泥,这样下去,污泥很快就要跑光了,这是什么原因,应该如何解决呢?着急!”
背景
应客户的要求,我们去现场做了一次技术服务。项目情况如下:这是一家轻工行业的工厂,采用国外知名公司的IC厌氧反应器,已经连续运行5年多,SCOD去除率约为
经验:厌氧反应器酸化原因、现象及措施
凡是对厌氧生化反应器有运行经验的人都知道,污泥发生酸化后,会对反应器的运行效率带来严重的不良影响,如果不及时采取适当的调整措施,任由污泥继续酸化,甚至可能导致厌氧污泥产甲烷能力的完全丧失,从而导致反应器失效的严重后果。所以,防止厌氧反应器出现污泥酸化对于厌氧生化系统的运行人员来说是一个非常重要的任务。
[hbdh=1]酸化原因[/hbdh]
那么,什么情况下厌氧污泥会发生酸化呢?又如何防止呢?下面主要从以下4个方面介绍污泥酸化原因:
厌氧反应器超负荷运行
我们都知道,在
老司机:厌氧颗粒污泥中毒你应该知道的
厌氧颗粒污泥中毒、失去活性,其后果是严重的。如果长时间不能恢复,废水无法处理,将影响生产甚至造成停产;即使及时外购厌氧颗粒污泥,其运输时间加上厌氧启动时间至少也需要15-20天,另外厌氧颗粒污泥价格昂贵,运费高,会给企业带来较大的经济损失。因此,将现有的中毒时间不久的厌氧颗粒污泥,尽快恢复活性才是最佳方案。今天我们介绍初步判断厌氧颗粒污泥中毒及恢复其活性的方法。
1. 厌氧颗粒污泥中毒的特点
(1)厌氧反应器去除率下降
发现厌氧反应过程COD去除率下降,甲烷产量明显减少
环保之家 专业广告位招租 QQ:2112 416 824
经验:厌氧反应器颗粒污泥培养条件及注意事项
厌氧颗粒污泥分为淀粉、淀粉糖、柠檬酸、酒精、造纸等行业高浓度污水处理系统中的高负荷厌氧反应器(EGSB、IC)生产出的新鲜颗粒污泥。厌氧反应器的容积负荷、上升流速和去除率均分别高于20kgCOD/(m³˙d),5m/h和90%。
厌氧颗粒污泥体型规则呈球形,VSS/TSS≥0.7,沉降速度50-150m/h,粒径0.5-2mm,颗粒度大于90%,最大比产甲烷速率≥400mlCH4/(gVSS˙d)。作为接种污泥可用于淀粉、淀粉糖、柠檬酸、酒精、啤酒、造纸、蛋白、食品、味精等行业的污水处理系统中高负荷厌氧反应器(IC、EGSB、UASB等
调运:厌氧反应器酸化及恢复措施
一般来说,对于以产甲烷为主要目的的厌氧过程要求pH值在6.5~8.0之间,废水碱度偏低或运行负荷过高时,会引起反应器内挥发酸积累,导致产甲烷菌活力丧失而产酸菌大量繁殖,持续过久时,会导致产甲烷菌活力丧失殆尽而产乙酸菌大量繁殖,引起反应器系统的“酸化”。严重酸化发生后,反应器难以恢复至原有状态。
厌氧消化作用失去平衡时会显示出如下“症状”:①沼气产量下降;②沼气中甲烷含量降低;③消化液VFA增高;④有机物去除率下降;⑤消化液pH值下降;⑥碳酸盐碱度与总碱度之间的差值明显增加;
调试:厌氧IC、UASB反应器经验总结
关于IC、UASB厌氧反应器的调试有哪些经验值得借鉴?
一、厌氧反应器启动准备工作包含内容概述
1、必须保证施工出来的厌氧反应器是严格按照设计图纸的要求按质按量完工,不存在漏项、缺项、不到位的地方等,这在接种污泥之前要必须经过反复检查确认。当然,前提是设计者设计的厌氧反应器必须是成熟的。
2、必须保证接种的颗粒污泥或絮状污泥的沉淀性能和活性是良好的,同时还要保证一定的接种污泥量,最好是接种同类或相似水质的污泥。我个人的经验是无论颗粒污泥还是絮状污泥接种体积占整个反
调试:UASB工艺调试通用版
一、UASB反应器简介
上流式厌氧污泥床(UASB),是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床,英文缩写UASB。
污水自下而上通过UASB。反应器底部有一个高浓度、高活性的污泥床,污水中的大部分有机污染物在此间经过厌氧发酵降解为甲烷和二氧化碳。
因水流和气泡的搅动,污泥床之上有一个污泥悬浮层。
反应器上部有设有三相分离器,用以分离消化气、消化液和污泥颗粒。消化气自反应器顶部导出;污泥颗粒自动滑落沉降至反应器底部的污泥床;消化液从澄清区出水。
UASB 负荷能力很大,

第一现场:某印染废水工业园工程图片
日处理10万T/D。
好氧池:下垂式曝气系统(特点:可以做到不停产检修,如果有曝气头坏了,可以直接关闭该曝气支管的阀门,将曝气头提出水面进行更换或者维修!)
水解酸化池:脉冲布水系统
脉冲布水器
近景为初沉池、集水池,远景为厌氧、好氧生化系统和二沉池
二沉池出水:COD60以下




更多( 3 )
判断:泡沫引起原因?生化?表面活性剂?
最近调试一个生产表面活性剂废水,经过我的观察以及以前调试生化过程中出现的泡沫进行比较,自己总结了一个判断泡沫是生化泡沫还是表面活性剂引起的泡沫。两点:
1 看
要观察泡沫的大小,生物泡沫开始形成的时候泡沫小,但是随着时间的推移不同的泡沫合在一起,然后泡沫就破了,因此这样的泡沫有一个泡沫生长和破碎过程.
但是如果含有表面活性剂,这个过程就会受到很大的影响,特别是表面活性剂高的时候,形成的小泡沫不会变大,并且不容易破碎,含量高的时候泡沫消失后有一层白色的东东
环保之家 广告位招租 QQ:2112 416 824
经验说之废水调试过程
调试怎样入手
1、掌握所要调试工程各工艺单元或反应器单体的性能及控制运行参数和所需要调试步骤;
2、了解各单元在全工艺中的地位和作用,如:各段去除率、主次地位、及调试先后次序等;
3、了解废水性质,清楚各组分去除难易程度,如何去除最难处理物质,如何应付毒性物质,是否需要补充物质;
4、确定物化及化学法投药量,必要时现场试验确定。
调试人员应具备条件
1、熟悉各种水处理工艺、及工艺组合;
2、能够运行维护各设备,能及时发现设备运行问题,最好能
第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文]
MBR出水要求1级A,50%回用。
尽量更新一些非机密性的图片,供爱好者们交流。
最烂的PP膜也用了一年半,没离线洗,真是奇迹。
水量偏小的情况下,今年预算又增加一半水量之PVDF膜,耐洗耐干。
旧膜池排水、起吊清洗
待更换调出断丝膜组及局部特写
就吸水管及承重杠
新PVDF膜开封及特写
新膜架及曝气、排泥特写
新膜起吊及就位
新膜含甘油起泡,乳液随膜出水排出
![第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文] - 环保之家](data/attachment/forum/202104/15/173557oi0bbn94w5i5l68v.jpg "第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文]- 环保之家")
![第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文] - 环保之家](data/attachment/forum/202104/15/173557k5a8ccr9lhlaak5r.jpg "第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文]- 环保之家")
![第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文] - 环保之家](data/attachment/forum/202104/15/173557hs3a0xzvvwx9vcsf.jpg "第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文]- 环保之家")
![第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文] - 环保之家](data/attachment/forum/202104/15/173557mjj7dljk4fj60448.jpg "第一现场:造纸厂MBR膜清洗及新增PVDF膜组件[图文]- 环保之家")
更多( 11 )
聊聊:设备选型需要注意的那些事
一、选择设备应当与企业的生产工艺相适应
设备与未来的生产是紧密相关的,与自身生产工艺相适应是根本的要求。从实际出发是从事设备工作的人应有的素质。目前市场上存在各种型号规格的设备,每一种设备都有它特定的应用空间和市场占有率。有的以实现功能见长;有的以节约成本见长;有的以提高效率见长;有的以技术先进性见长;有的以故障率低见长等。要使高效设备节约成本,先进设备故障率低的关键是在企业现有条件下充分发挥其优势,与企业自身工艺、管理水平、配套设施、技术力量及修理人
现场实例:谈谈污水厂泡沫 第一时间判断系统问题
之前看过一个新闻,讲的是外国一个护士在看电视的时候,发现主持人颈部异常,怀疑得了甲状腺癌,后来联系到主持人之后,通过检查还真是甲状腺癌早期,主持人也因为发现及时目前正在康复的阶段。这叫行家一出手就知有没有!其实经验丰富的污师都可以不通过数据来判断系统运行情况!只需池子上面站一站(看水面,闻气味),量桶里面看一看(SV实验)。希望通过几个案例让大家可以通过泡沫第一时间判断系统出现的问题。
今天案例介绍一下冲击泡沫(非丝状菌膨胀泡沫)、表面活性剂泡沫、反硝化泡沫、过氧




更多( 2 )
详解:常见生化池泡沫产生及控制
污水处理的泡沫是一个专门的领域,污水处理的泡沫从活性污泥工艺诞生至今已经伴随着这个工艺走过了100多年,一些著名的专家一辈子都在研究这方面的事情,所以对泡沫的判断、分析、解决也并非一朝一夕之力所能,今天为大家分享生化池常见泡沫产生原因及控制措施。
菌种培养初期,由于水体里的丝状菌的一种诺卡式大量繁殖,在池面上会形成大量漂浮状的白色泡沫。
泡沫主要分化学泡沫和生物泡沫两种。
化学泡沫由污水中的洗涤剂以及一些工业用表面物质在曝气的搅拌和吹脱作用下形成的,随着活性
手册:MBR系统运行调试
进入MBR反应器的污水,通过鼓风机充氧,在MBR反应器内进行生物降解,抽吸泵或自流经膜分离的清水进入贮水池或达标排放,设备可自动或手动控制,如发现MBR反应器运行不正常时,应及时处理或上报有关维修部门,调试操作人员必须熟悉本处理工艺和设施的运行要求与技术指标。
[hbdh=1]调试[/hbdh]
设备安装完毕后,进行调试。对各种设备进行空车调试,达到要求才能转入下一步,高度经过以下过程:
(1)设备安装后,先进行清水联动试车考察设备运行状况,并做好记录:
第一步,先开动风机向反应

 涨姿势:暴雨极端天气自救手册之公共预警及
涨姿势:暴雨极端天气自救手册之公共预警及 实践:有关市政污水厂出水氨氮超标问题的调
实践:有关市政污水厂出水氨氮超标问题的调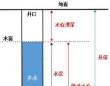 查疑解惑: 绝对水位、水深、水位埋深及井深
查疑解惑: 绝对水位、水深、水位埋深及井深 查疑解惑: 引经据典发说说新建/改建/扩建/
查疑解惑: 引经据典发说说新建/改建/扩建/